In den Märkten, die Universal Laser Systems bedient, gibt es hauptsächlich drei CO2-Lasertypen: Metallkern, Keramikkern und Glasröhre. Jede Kategorie bedient sich ihrerseits wieder verschiedener Technologien zum Steuern und Ausrichten des Strahls und für die Energiebereitstellung. Keramikkernlaser wurden Mitte der 1970er-Jahre für kommerzielle Anwendungen als wassergekühlte Ionengaslaser entwickelt. Glaskernlaser verwenden veraltete Herstellungstechniken aus der Glasbläserei, um kostengünstige Laserquellen bereitzustellen. Im Gegensatz dazu stammt die Metalllasertechnik ursprünglich aus militärischen Entwicklungen des US-Verteidigungsministeriums für die anspruchsvollsten und missionskritischsten Einsatzbereiche. In den späten 1980er Jahren waren die militärischen Programme abgeschlossen. Die Entwicklung des Metallkernlasers wurde jedoch fortgesetzt, um diese sehr zuverlässigen und brauchbaren Laser kostengünstiger für kommerzielle und industrielle Anwendungen verfügbar zu machen.
Glaskernlaser
Metallkernlaser
Basierend auf Jahrzehnten an Expertise in der Materialbearbeitung, zahlreichen patentierten Technologien und Millionen Stunden im Außendienst auf der ganzen Welt hat ULS ein hoch optimierte Lösung für das Laserschneiden, Lasermarkieren und Lasergravieren entwickelt: eine integrierte luftgekühlte CO2-Laserquelle mit Metallkern mit einem modusreplizierenden „Free-space Slab“-Resonator und einer integrierten HF-Energieversorgung. Die Kombination der an dieser Konstruktion beteiligten Technologien macht die ULS-Laserquellen nicht nur kompakt, sondern ermöglicht sowohl Pulsbetrieb als auch echten Dauerstrichbetrieb (CW). Die Kombination aus stabilem, den Anforderungen des Militärs entsprechendem Aufbau und der Fähigkeit, den Laser vollständig wiederaufzuarbeiten, macht diese Laserquellen unendlich lange einsetzbar.
ULS stellt Laser her, die bei Wellenlängen von sowohl 10,6 µm als auch 9,3 µm Ausgangsleistungen im Bereich von 10 Watt bis zu 500 Watt aufweisen. Sämtliche ULS-Laserquellen verfügen im gesamten Leistungsbereich über eine integrierte Luftkühlung. Die Laserquellen bieten für den Kunden verschiedene Vorteile bei der Bearbeitung:
Hervorragende Bearbeitungsqualität – Die verbesserte Fähigkeit zur Fokussierung des Laserstrahls führt zu einer äußerst gleichmäßigen und einheitlichen Bearbeitung.
Hoher Bearbeitungsdurchsatz – Durch wirkungsvolleren Einsatz von Laserenergie kann der Durchsatz des Lasersystems erheblich gesteigert werden.
Ermöglicht viele weitere Universal-Funktionen – Beispiele umfassen schnelles Rekonfigurieren (Rapid Reconfiguration™) sowie Dual-Laser- und SuperSpeed™-Technologien.
Betriebssicherheit – Geschweißtes Aluminium gemäß den Anforderungen der Luft- und Raumfahrt sowie Niederspannungsnetzteile senken zusammen mit integrierten Sicherheitsfunktionen das Risiko von Gefährdungen.
Hohe Zuverlässigkeit und Betriebsbereitschaft– Die Konstruktion der Laserquellen in Verbindung mit einem einzigartigen Laser-Serviceprogramm reduziert die Systemausfallzeit erheblich.
Hervorragende Bearbeitungsqualität
ULS CO2-Laserquellen liefern die beste und gleichmäßigste Bearbeitungsqualität aller luftgekühlten Laserquellen auf dem Markt. Dies kann durch die Betrachtung dreier unterschiedlicher Aspekte einer Laserquelle gemessen werden: Strahlleistungsverteilung, Strahlvariationen über dem Bearbeitungsfeld und Stetigkeit der Leistungsabgabe im Zeitablauf.
Strahlleistungsverteilung
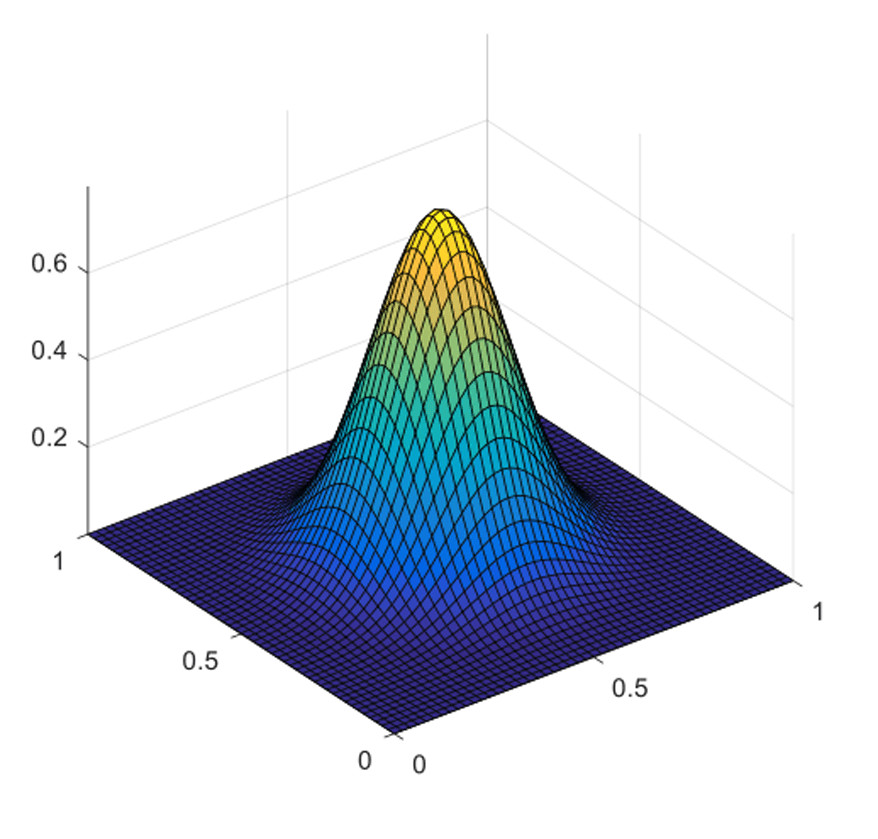
ULS-Laser verfügen über eine hohe Gauß'sche Leistungsverteilung mit einem M2 von 1.1. Dieser Strahltyp eignet sich hervorragend für die Materialbearbeitung, denn er ermöglicht es der Fokussieroptik, bei kleinster Brennfleckgröße die maximale Energie auf das Material zu konzentrieren. Eine geringe Brennpunktgröße bedeutet kleinere Schnittfugenbreiten bei Schnitten, sowie eine höhere Auflösung beim Markieren, bei der Bildverarbeitung und beim Gravieren.
Die Querschnitts-Leistungsverteilung eines sauberen Gaußstrahls. Ein Gaußstrahl erzeugt ungeachtet der Wegrichtung beständige Ergebnisse und maximiert die Leistungsdichte des Laserstrahls am Brennfleck.
Strahlvariationen über dem Bearbeitungsbereich
Bei dem typischen Portaldesign des X-Y-Strahlpositionierungssystems, das von ULS und vielen anderen Herstellern verwendet wird, ändert sich der Abstand von der Laserquelle zur Bearbeitungsstelle, während der Optikschlitten den Bearbeitungsbereich durchquert. Um die Gleichmäßigkeit der Bearbeitung zu bewahren, muss die Brennpunktgröße über den gesamten Bearbeitungsbereich hinweg ziemlich gleichmäßig bleiben. Im Unterschied zu anderen Herstellern nutzen die ULS-Laserquellen einen Freiraum-Resonator; dadurch ergibt sich eine höhere Konsistenz des Brennflecks über den gesamten Laserbearbeitungsbereich hinweg. Dies bedeutet, dass eine mit ULS-Laserquellen erfolgte Veränderung des Lasermaterials gleichmäßigere optische und maßliche Eigenschaften aufweisen - ganz unabhängig davon, wo die Bearbeitung auf der Fläche erfolgt.
Stetigkeit der Leistungsabgabe im Zeitablauf
Laserquellen erzeugen während des Betriebs eine erhebliche thermische Last, was zu geringfügigen mechanischen Veränderungen am optischen Resonator und zu einer erhöhten Temperatur der aktiven Medien führt. Dies kann Veränderungen der Strahlqualität und Ausgangsleistung des Lasers zur Folge haben. Die Temperaturkontrolle des Lasers ist entscheidend wichtig, um gleichmäßige Ergebnisse über einen breiten thermischen Einsatzbereich hinweg zu erzielen. In der Vergangenheit wurde bei CO2-Lasern mit mehr als 25 Watt Wasserkühlung eingesetzt, um die Wärme handzuhaben. ULS war Pionier im Einsatz von Luftkühlung bei CO2-Lasern und hat somit zahlreiche technische Weiterentwicklungen hervorgebracht, die es dem Unternehmen ermöglichten, dem Markt luftgekühlte Laser bis zu 500 Watt zur Verfügung zu stellen. Außerdem war ULS eines der ersten Unternehmen, das die Vorteile luftgekühlter Laser bei der Lasermaterialbearbeitung erkannte. Durch die Luftkühlung entfällt der Bedarf für kostspielige und aufwändig zu wartende Wasserkühler und verringert die Komplexität und den Platzbedarf eines Lasersystems für die Materialbearbeitung. ULS war der erste Hersteller, der eine gesamte Produktlinie an Lasersystemen mit luftgekühlten Laserquellen verfügbar machte.
ULS hat die drei wesentlichen Funktionselemente einer Laserquelle in einer einzigen kompakten Einheit integriert: den optischen Resonator, die Stromversorgung und die Temperaturkontrolle. Außerdem nutzt die Konstruktion des patentierten Resonators von ULS eine sehr effiziente, modusreplizierende Konfiguration, die das aktive Medium wirkungsvoll nutzt. Dieses hohe Niveau hinsichtlich Integration, Effizienz und Ganzmetallbauweise ermöglicht die Kühlung der Komponenten ungeachtet der Laserbeanspruchung und der Umgebungsbedingungen durch ein oder zwei äußerst wirkungsvollen, drehzahlvariablen Gebläsen, welche die Temperaturschwankungen bewältigen. Bei anderen Lasertechnologien, wie beispielsweise Keramikkern-Laserquellen, wird die Kühlung wesentlich aufwändiger, da die Wärmeleitfähigkeit von Keramik erheblich geringer ist als die von Metallen. Dies bedeutet, dass ULS-Laserquellen in unterschiedlichsten Betriebsumgebungsverhältnissen eine gleichmäßige Bearbeitungsqualität produziert und das in Verbindung mit dem Komfort und der Wirtschaftlichkeit einer Luftkühlung .
Höherer Bearbeitungsdurchsatz
Die Rolle der Laserquellen beim Bearbeitungsdurchsatz beruht hauptsächlich auf der verfügbaren Leistung, der Laserreaktion und der richtigen Steuerung der Laserenergie auf ein zu bearbeitendes Material.
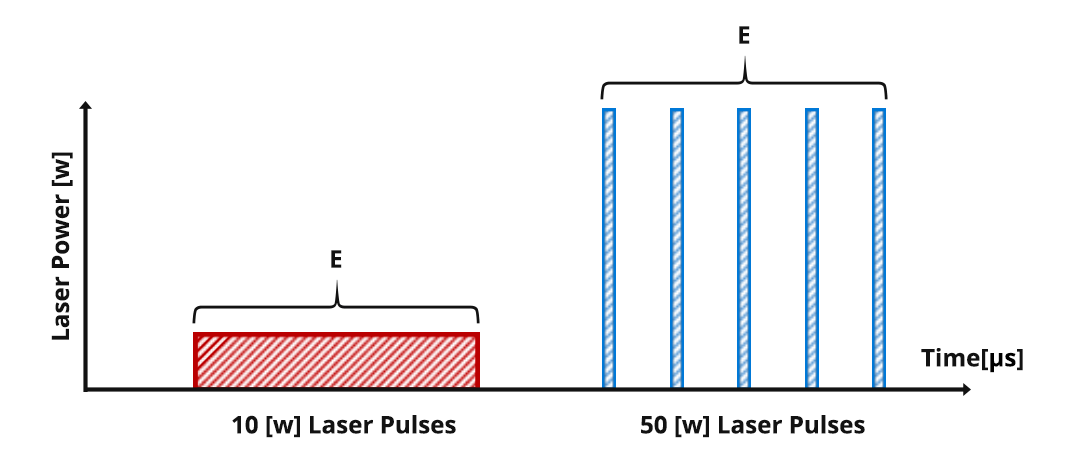
Die verfügbare Spitzenleistung ist ein wichtiger Aspekt für den Durchsatz bei der Materialbearbeitung. Mehr Laserleistung ist nicht immer besser. Die Ergebnisse bei der Materialbearbeitung werden von einer komplexen Kombination verschiedener Variablen beeinflusst, u. a. von der verfügbaren Spitzenleistung, der Wellenlänge, der Rate der Leistungsabgabe, der Leistungsdichte usw. Obwohl ein leistungsstarker Laser so moduliert werden kann, dass er dieselbe Durchschnittsleistung wie eine leistungsschwächere Laserquelle liefert, ist die Interaktion zwischen Laser und Material nicht immer gleich. Beispielsweise können sowohl 10 Watt- als auch 50 Watt-Laserquellen 10 Watt Durchschnittsleistung erbringen. Jedoch muss ein 50-Watt-Laser 20 % der Zeit an und die verbleibenden 80 % aus sein, um dies zu erreichen. Während der 20 %, die der 50-Watt-Laser aktiv ist, gibt er bis zu 50 Watt Spitzenlaserleistung ab, nicht 10 Watt (siehe nachfolgende Abbildung). Die an das Material abgegebene Gesamtenergie ist in beiden Fällen dieselbe, aber in einem Fall wird sie fortlaufend auf einem niedrigeren Energieniveau abgegeben, im anderen Fall in kurzen Intervallen auf einem viel höherem Energieniveau. Jede dieser Methoden der Energieabgabe kann beim Material zu einem anderen Ergebnis führen. Die Auswahl der Laserquelle für eine bestimmte Anwendung hängt vom gewünschten Ergebnis ab. Im Allgemeinen ist es am besten, über beide Laserquellen zu verfügen, um die Interaktionen zwischen Laser und Material über eine Vielzahl von Materialien hinweg zu optimieren.
Eine Illustration zeigt Pulse mit derselben Durchschnittsenergie, die sowohl von 10-Watt- als auch von 50-Watt-Laserquellen erzeugt werden. Jedes Rechteck repräsentiert dieselbe Menge an Pulsenergie „E“ und tritt über dieselbe Zeitspanne hinweg auf. Obwohl die durchschnittliche Leistung dieselbe ist, so unterscheidet sich die Spitzenleistung bei jedem Laser. Dadurch ändert sich die Art und Weise, wie sich die Laserenergie auf das bearbeitete Material auswirkt.
Darüber hinaus benötigen alle CO2-Laserquellen nur wenig Zeit, damit ihre optische Ausgangsleistung auf ihre Nennleistung ansteigen und die Leistungsabgabe auf Null abfallen kann. Der vom Laser für diese Übergänge benötigte Zeitbedarf wird als „Reaktionszeit“ bezeichnet und ist der wichtigste Faktor für den Verarbeitungsdurchsatz bei Raster-Anwendungen. CO2-Metalllaser von ULS zeigen im Vergleich zur älteren Glasröhren-Lasertechnologie hervorragende Reaktionszeiten. Ein typischer Glasröhrenlaser weist eine wesentlich höhere Reaktionszeit auf als sein Pendant aus Metall. Dies ist teilweise bedingt durch die Konstruktion des Lasers und teilweise durch die Steuerelektronik. Dadurch ist der Durchsatz der Bildverarbeitung bei Glasröhren-Lasersystemen beträchtlich verringert.
Wenn der Durchsatz in der Laser-Materialbearbeitung optimiert wird, ist die Laser-Reaktionszeit zwar wichtig, jedoch nicht die einzige Überlegung. In den vergangenen Jahren haben mehrere Hersteller von Lasersystemen für die Rastermarkierung die Geschwindigkeit des Optikschlittens auf über 2,5 m/s vorangetrieben. Mit hohen Schlittengeschwindigkeiten wird versucht, den Durchsatz mit brachialer Gewalt zu steigern, jedoch können höhere Geschwindigkeiten insbesondere bei Raster-Anwendungen eine nachteilige Auswirkung auf den Durchsatz haben. Ein Überlappen zwischen Rasterdurchläufen ist bei der Rasterbildverarbeitung ein wichtiges Kriterium. Der Umfang der Überlappung beeinflusst die Kantenqualität von Rasterbildern sowie die Ebenheit eines gravierten Bereichs. Höhere Verarbeitungsgeschwindigkeiten verringern die auf das Material angewandte Energiedichte und verringern deshalb die Breite des beseitigten Materials. Letztendlich wird die Überlappung zwischen Durchläufen verringert. Dieser Mangel an Überlappung bei höheren Geschwindigkeiten kann es notwendig machen, dass der Benutzer zur Kompensation den Linienabstand vermindert (Erhöhen der Anzahl Linien pro Zoll (LPI)). Dies wiederum reduziert den Durchsatz.
Insgesamt gesehen sind Laser-Reaktionszeit und die verringerte Überlappung bei höheren Geschwindigkeiten ein Hinweis für die Sorgfalt, die notwendig ist, wenn eine effektive Lösung für die Laser-Materialbearbeitung konzipiert wird. Das sachgerechte Handhaben der Laserenergie ist der Schlüsselfaktor, um den Durchsatz bei der Laser-Materialbearbeitung zu optimieren . Ein Lasersystem mit der Flexibilität, Laserenergie auf zahlreiche Arten und Weisen zu managen, gibt den Anwendern erheblich mehr Möglichkeiten, den Durchsatz für vielfältigste Materialien und Anwendungen zu optimieren. ULS-Laserquellen sind dafür konzipiert, viele ULS-Technologien einzusetzen, die dem Benutzer ermöglichen, die Laserenergie auf einzigartige und wirkungsvolle Weisen zu managen.
Ermöglicht mehrere einzigartige Universal-Funktionen
ULS-Laserquellen sind ein integraler Bestandteil des Produkt- und Technologie-Ökosystems und zusammen mit mehreren anderen einzigartigen Universal-Funktionen bieten sie für jeden Kunden die optimale Bearbeitungslösung.
Rapid Reconfiguration
™Alle Laser sind werkseitig präzise an einem gemeinsamen Referenzstandard ausgerichtet. So sind alle von ULS hergestellten CO2-Laser mit praktisch allen ULS-Laserbearbeitungsystemen kompatibel. Laserquellen können in Sekundenschnelle in das System eingebaut oder aus diesem ausgebaut werden, und zwar ohne Werkzeuge und vorherige Schulung. Dies wird durch eine patentierte ULS-Technologie namens ">Rapid Reconfiguration™ ermöglicht, eine weitere Funktion, die Bearbeitungsflexibilität und -durchsatz erheblich steigert. Viele Laser-Anwendungen reagieren empfindlich auf Laserenergiedichte und Laserwellenlänge. Dank der schnellen Rekonfiguration (Rapid Reconfiguration) können die Lasergesamtenergie und Laserwellenlänge auf einfache Weise rekonfiguriert werden. Das gewährt dem Anwender eine außerordentliche Flexibilität bei der Optimierung einer Lasersystemkonfiguration für eine Vielzahl verschiedener Anforderungen in der Materialbearbeitung.
Dual Laser™
CO2-Metallkernlaser von ULS sind im Gegensatz zu Keramik- oder Glasröhrenlasern linear polarisiert, wodurch ULS-Laserbearbeitungssysteme im selben System gleichzeitig mehr als einen Laser verwenden können. Der Einsatz mehrerer Laser hat verschiedene Vorteile für den Anwender: Sie können die Gesamtleistung des Systems steigern, wobei sie bei Bedarf den Bearbeitungsdurchsatz erhöhen können. Mehrere Laser machen Systeme auch flexibler, so dass noch mehr Materialien bearbeitet werden können. Je nach Verfahren und vorliegenden Anforderungen - hohe Leistung oder durchschnittliche Energie - können ein oder beide Laser verwendet werden. Durch die Dual Laser-Technologie ist auch den Einsatz von Quellen unterschiedlicher Wellenlänge möglich, was wiederum die Flexibilität im der Bearbeitung noch weiter erhöht. Manche Materialien zeigen asymmetrische Interaktionen mit polarisiertem Licht, was in manchen Fällen unerwünscht sein kann. Durch die Kombination zweier linear polarisierter Strahlen im rechten Winkel zueinander können Bearbeitungsasymmetrien aufgrund der Polarisierung ausgeschaltet werden, was gleichmäßige Markierungen und Schnitte unabhängig von der Verfahrrichtung zur Folge hat. Dies sind einige der Vorteile der Dual Laser-Technologie.
SuperSpeed™
lineare Polarisierung ermöglicht außerdem den Einsatz von SuperSpeed™, einer weiteren einzigartigen Universal-Funktion, die den Bearbeitungsdurchsatz während der Rastermarkierung und -gravur mehr als verdoppeln kann.
Systemintegration und die Materialdatenbank
ULS-Lasersysteme und -Laserquellen befinden sich in ständiger Kommunikationsverbindung, um sachgerechte(n) Systembetrieb, Bearbeitung, Einfachheit und Sicherheit zu gewährleisten. Das Lasersystem erfasst die Nennleistung und die Wellenlänge jeder installierten Laserquelle, wodurch in der Materialdatenbank die optimalen Parameter für die Bearbeitung automatisch berechnet werden können. Die Laserquellen sind auch in die Sicherheitsverriegelungen des Systems eingebunden. Falls eine Zugangsklappe geöffnet wird, schalten die Laserquellen unverzüglich ab. Dadurch sind sowohl der Benutzer als auch das System geschützt. Die Laserquellen verwalten außerdem eine Reihe diagnostischer Informationen, die nützlich sein können, falls eine Laserquelle tatsächlich einmal beschädigt sein sollte und/oder gewartet werden muss.
Betriebssicherheit
Sowohl Keramik- als auch Glaslaserquellen enthalten zerbrechliche Bauteile, die durch Stöße leicht beschädigt werden können. In starkem Gegensatz dazu sind die ULS-Metalllaser aus Aluminium gefertigt, das auch in der Luftfahrt eingesetzt wird, dazu noch von Robotern geschweißt, wodurch sie extrem robust sind. Sie können sorglos bewegt, installiert, transportiert und gelagert werden.
Durch den kompakten Aufbau sind der ULS-Laserquellen sehr einfach zu handhaben: keine Wasserschläuche, Kühlanlagen, Hochspannungskabel oder entfernt befindliche HF-Netzteile, die zu verwalten sind. Wasser und Hochspannungselektronik stellen immer ein Sicherheitsrisiko dar, wenn eines der Systeme nicht ordnungsgemäß funktioniert, z. B. im Falle eines Wasserlecks. Netzteile für Glasröhrenlaser haben für gewöhnlich Betriebsspannungen von über 25.000 V und sind immer über Hochspannungsleitungen und -anschlüsse mit ihren Energiequellen verbunden, wodurch sie ein Stromschlagrisiko mit tödlichem Ausgang darstellen. Darüber hinaus weisen die Netzteile für Glasröhrenlaserquellen einen Strombereich von 30 bis 150 mA auf, der für das menschliche Herz besonders gefährlich ist und zu einer Defibrillation und zum Tod führen kann. Diese Technologie erfordert diese hohen Spannungen, um die Gase innerhalb der Laserröhre zu ionisieren. Im Gegensatz dazu unterscheiden sich HF-Laserquellen, wie jene von ULS gelieferten, grundsätzlich. Sie nutzen keine Hochspannungen und sind deshalb von Natur aus sicherer.
ULS-Laser verfügen außerdem über verschiedene eingebaute Funktionen, die Sicherheitsprobleme abschwächen, bevor sie Schaden am System, im Betrieb oder beim Personal verursachen können. In jeder Laserquelle sind Sensoren für Temperatur-Über- und -Unterschreitungen vorhanden. Diese sind darauf ausgelegt, die Laserquelle abzuschalten, wenn einer der Grenzwerte über- bzw. unterschritten wird, wodurch die Lebensdauer des Lasers verlängert wird. Die Laser sind außerdem festverdrahtet in das Verriegelungssicherheitssystem integriert, damit die Bearbeitung eingestellt wird, sobald eine Zugangsklappe geöffnet wird. Dadurch steigt die Sicherheit für den Bediener.
Hohe Zuverlässigkeit und Betriebsfähigkeit
ULS-Laserquellen weisen eine unglaubliche Erfolgsbilanz hinsichtlich langer Nutzungsdauer auf. Zehntausende CO2-Laser mit Metallkern wurden seit 1997 von ULS gefertigt. Viele davon befinden sich auch heute noch in Betrieb. Aufgrund der Metallkonstruktion können sie außerdem auf einfache Weise gewartet, neu gefüllt und erneut unbegrenzt lange eingesetzt werden, ein Vorteil, den Keramik- oder Glaslaserquellen nicht bieten können, da sie normalerweise bei der Fertigung zusammengeklebt oder geschweißt werden, weshalb sie nicht auseinandergebaut werden können.
Wenn eine Laserquelle neu gefüllt werden muss, ist wert erwähnt zu werden, dass ULS über ein branchenweit einzigartiges Austauschprogramm verfügt. Anstatt die Laserquelle des Anwenders zu überholen, was eine erhebliche Ausfallzeit zur Folge haben kann, versendet ULS rasch eine Ersatz-Laserquelle an den Kunden zum Austausch. Wenn die der Ersatz-Laserquelle eintrifft, kann sie in nur ein paar Sekunden eingesetzt werden. Die alte Laserquelle wird stattdessen zurückgeschickt. Somit kommt es für den Kunden zu keiner Ausfallzeit. Eine Austausch-Laserquelle wird im Normalfall innerhalb von 24 Stunden nach Serviceanforderung bzw. Bestellung an den Anwender versandt.