
图形元素1

图形元素2

图形元素3

图形元素4
图形元素5

图形元素6

图形元素7

图形元素8
图形元素9

图形元素10

图形元素11

图形元素12
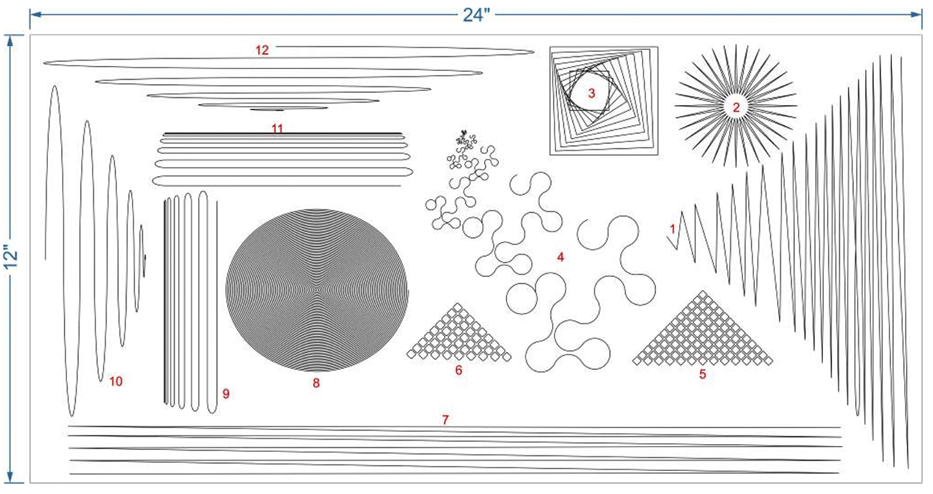
矢量性能也称为矢量模式,主要用于切割以及单线雕刻和打标。在此测试中,我们制定了12个图形元素来测试在执行激光材料加工时矢量性能的不同方面。我们针对比较组中的每个激光系统调整设置以最大化其性能,同时为PLS6.150D(ULS)和两个竞争系统( E系统和T系统)分别实现可比较的、可接受的质量。
测试每个图形元素以确定可得到合理质量的最高效设置。通过两个参数定义质量 - 运动保持在计划路径上的准确性以及图形中的均匀打标。使用各种曲线、圆、方形和线条来确定面向不同几何体的系统性能。在24"x12"的阳极氧化铝板材上处理整体图形。
最初以最大速度和加速度完成每个元素的测试。对于某些图形元素来说,这会得到可接受的质量,然而其他元素则需要调整系统设置。每个系统通过不同的设置来调整质量,因此采用一致的方法来寻求每个系统的最优设置。独立调整每个图形元素,以使每个元素以达到可接受质量的最高性能运行。
对于特定的图形元素,每个系统的时间和评分如下。测量从开始处理设计图形到图形结束的所有时间。其中不包括从"主"位置的移动和返回。
| 设计文件 | ULS | 评级 | E系统 | 评级 | T系统 | 评级 |
| 图形元素1► | 0:15✔ | 第1(并列) | 0:29 | 2nd | 0:15✔ | 第1(并列) |
| 图形元素2► | 0:09✔ | 第1 | 0:15 | 第3 | 0:11 | 第2 |
| 图形元素3► | 0:12✔ | 第1 | 0:21 | 第3 | 0:15 | 第2 |
| 图形元素4► | 0:44✔ | 第1 | 0:46 | 第2 | 0:47 | 第3 |
| 图形元素5► | 0:51✔ | 第1 | 0:52 | 第2 | 1:00 | 第3 |
| 图形元素6► | 0:37✔ | 第1 | 0:41 | 第2 | 0:47 | 第3 |
| 图形元素7► | 0:09 | 第2 | 0:19 | 第3 | 0:07✔ | 第1 |
| 图形元素8► | 1:29✔ | 第1 | 2:57 | 第2 | 5:20 | 第3 |
| 图形元素9► | 0:13✔ | 第1 | 0:24 | 第2 | 0:52 | 第3 |
| 图形元素10► | 0:13✔ | 第1 | 0:34 | 第2 | 0:39 | 第3 |
| 图形元素11► | 0:14✔ | 第1 | 0:34 | 第2 | 1:00 | 第3 |
| 图形元素12► | 0:11✔ | 第1 | 0:20 | 第3 | 0:14 | 第2 |
| 总计完成时间 | 5:17✔ | 第1 | 8:32 | 第2 | 11:27 | 第3 |
| 相对完成时间 | 1.0 | 1.62 | 2.18 |
| 系统 | 第1 | 第2 | 第3 |
| PLS6.150D(ULS) | 11 | 1 | 0 |
| E系统 | 0 | 8 | 4 |
| T系统 | 2 | 3 | 7 |
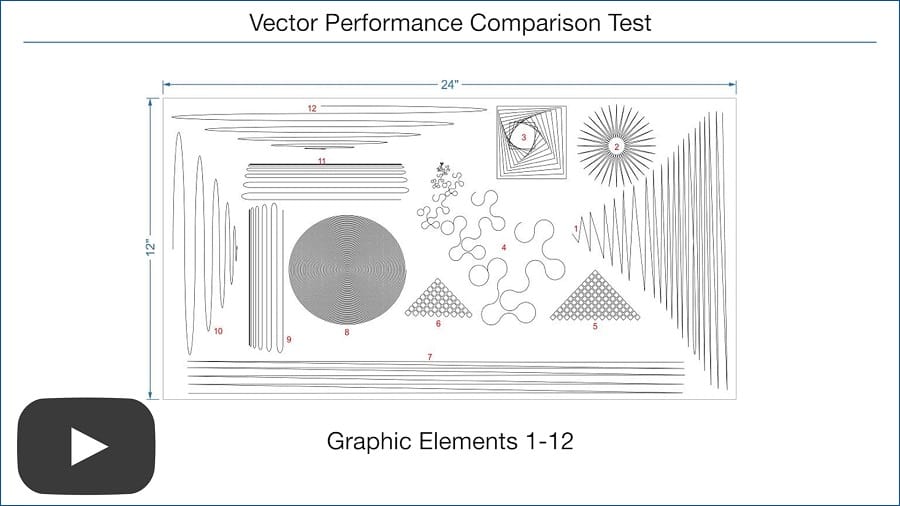
视频显示了运行测试场景的所有PLS6.150D(ULS)元素(与E系统和T系统相比较)
图形元素1
图形元素2
图形元素3
图形元素4
图形元素5
图形元素6
图形元素7
图形元素8
图形元素9
图形元素10
图形元素11
图形元素12
PLS6.150D系统在测试图形中表现良好。采用精密的路径规划方案独立而动态地优化加速度与速度,同时能够独立于速度调整加速度,这样系统就可在各个图形中保持高效。
根据总体得分,E系统的表现要好于T系统,但落后于PLS6.150D。E系统无法高效处理带有复杂曲线和长直线特征的图形。
T系统排名第三,落后于E系统和PLS6.150D。影响该系统性能的关键问题在于缺乏相关设置来分开控制加速度和速度,同时缺乏围绕曲线的路径规划方案,因此性能低于最优。唯一可改善质量的设置是控制总体系统速度,当图形中存在较小的曲线时,必须大幅度降低此速度以维持质量。
根据这些结果可得出一个主要的结论:在比较激光系统的最优性能时,电机的类型(步进或伺服)是无关考虑事项。ULS激光系统使用步进电机,而两个竞争系统使用伺服电机。对于整体矢量性能来说,ULS激光系统占据明显的领先地位。两种电机技术均能够实现出色的性能。差异并不在于使用的电机类型及其最高运转速度,而在于整体激光束定位系统的设计和控制。ULS激光系统使用极轻的运动系统,该系统带有专为激光加工而设计的自定义直线轨道。该系统整体上使用轻型航空材料,而其他系统则使用的是非常重的现成实心钢直线轴承。借助这一自定义技术以及精密的路径规划软件,ULS激光系统得以使用可靠的数字步进电机在现实矢量应用领域遥遥领先竞争对手。
