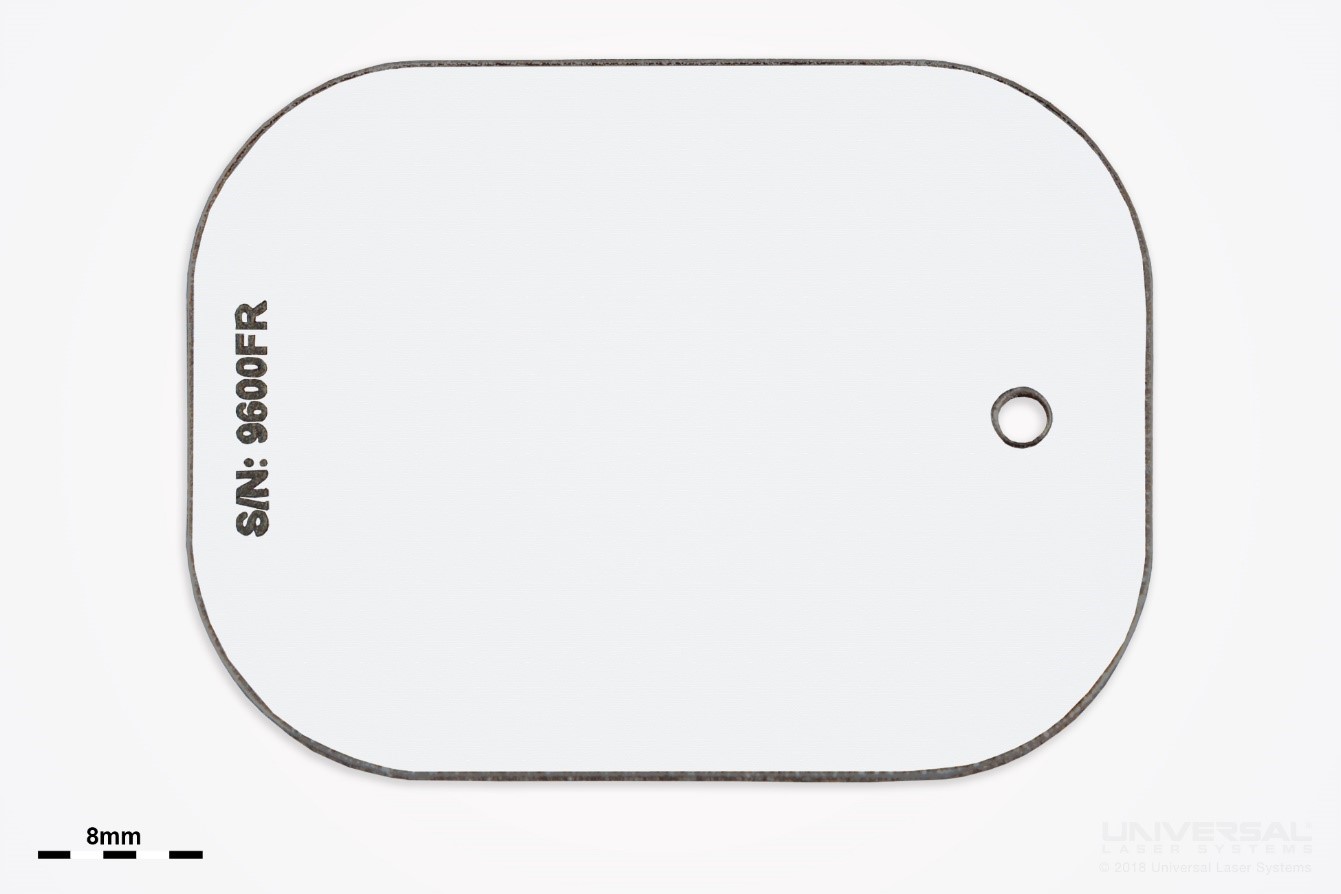
SABIC LEXAN™ 9600 FR sheet is a clear polycarbonate sheet. LEXAN FR sheets are designed to have improved flammability characteristics coupled with standard polycarbonate sheet characteristics such as impact resistance, stiffness and strength, optical quality, formability and light weight. LEXAN 9600 FR consists of a 1.5mm thick polycarbonate sheet. A diagram depicting LEXAN 9600 FR is shown in Figure 1.
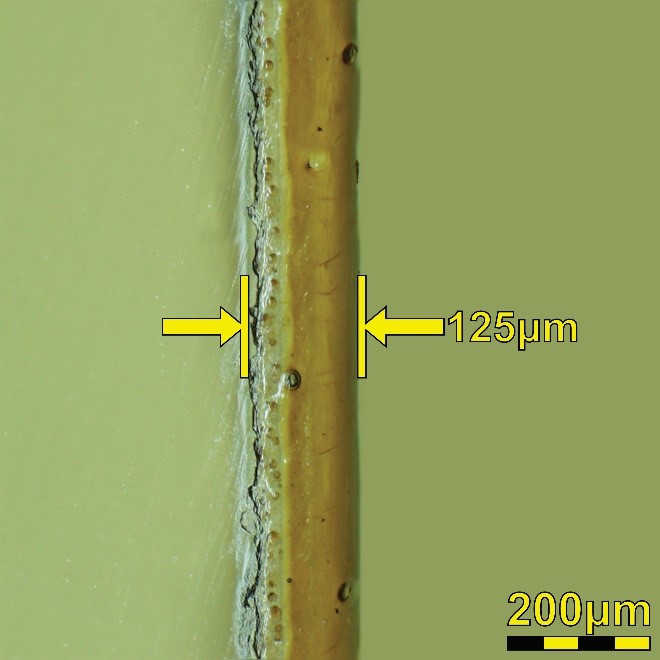
Figure 2. Microscopy image (300x) of the edge after 9.3µm laser cutting LEXAN 9600 FR. The heat-affected zone measures 125µm.
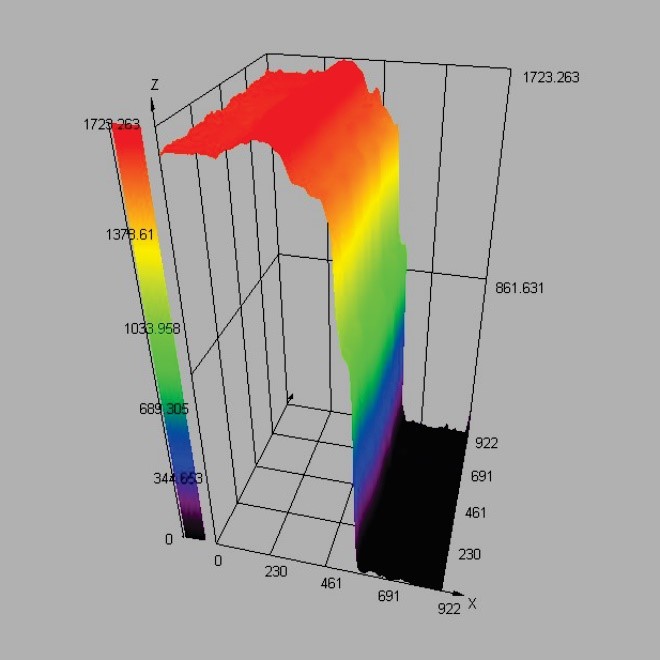
Figure 3. 3D-rendered microscopy image (300x) of the edge after 9.3µm laser cutting of LEXAN 9600 FR.
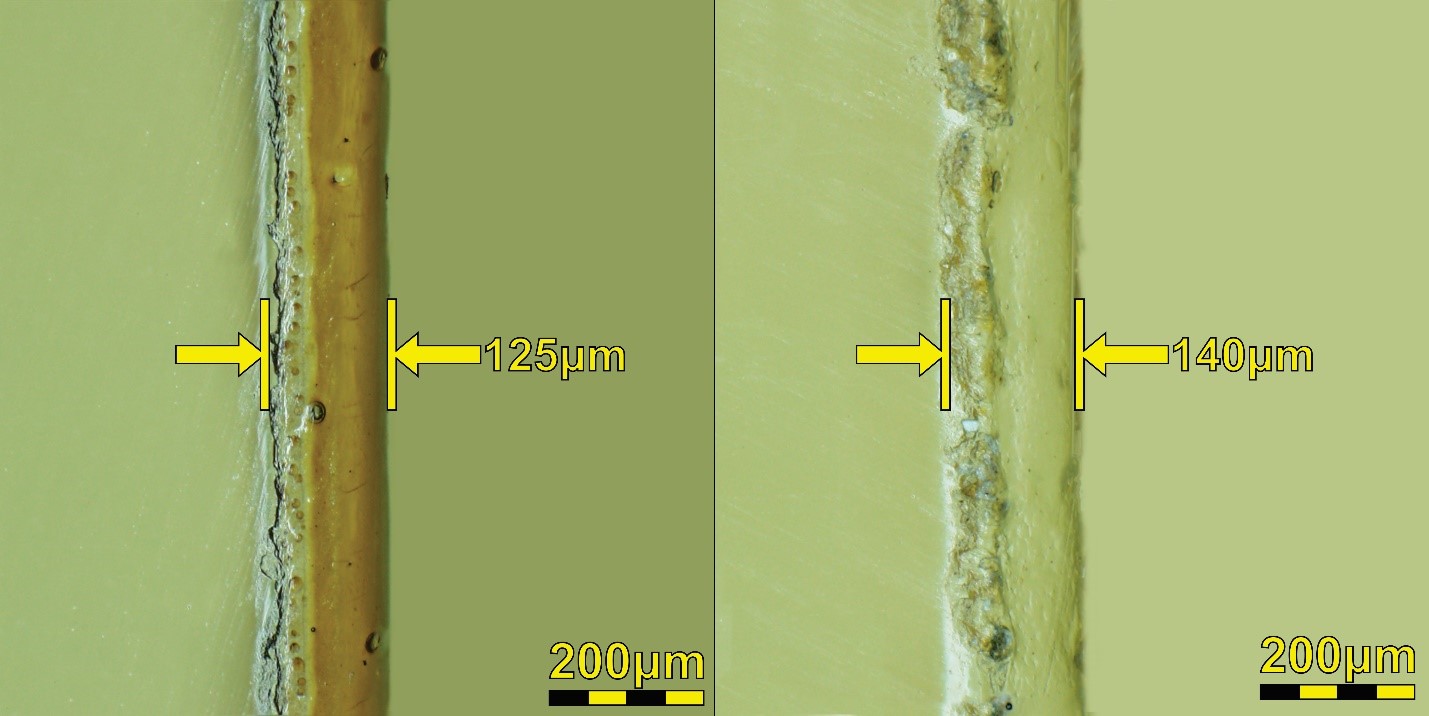
LEXAN 9600 FR polycarbonate sheet was tested for laser cutting with both 9.3µm and 10.6µm laser wavelengths. The results of these tests were compared by analyzing the heat effects, quality of the processed edge, and post processing requirements. Comparison of these system configurations are listed in tabular form in Table 1 and shown photographically in Figure 4. Both system configurations appear viable with some minor differences in quality as stated in the comparison.
Table 1 System Configuration Comparison
System Configuration
Heat-Affected Zone
Process Characteristics
Post-Processing Requirements
9.3µm
Minimal heat-affected zone of approximately 125µm
This configuration results in a smooth edge that exhibits minimal heat effects and some discoloration
No post-processing required
10.6µm
Heat-affected zone of approximately 140µm
This configuration results in a slightly rougher edge that exhibits minimal heat effects and less discoloration
Figure 4. Microscopy images (300x) of the edge resulting from laser cutting with the 9.3µm (left) and 10.6µm (right).
Processing Example
LEXAN 9600 FR applications requiring fine geometry and intricate detail without degrading the physical properties of the material can be accomplished with Universal Laser Systems technology. An example demonstrating the results of laser cutting and marking LEXAN 9600 FR using the recommended peak power of 75 watts and 9.3µm wavelength is shown in Figure 5.
Figure 5. Example of the geometry possible with laser cutting and marking of LEXAN 9600 FR.