Laser Processing of 3M™ Scotch-Weld™ Structural Adhesive Film AF 163-2
3M™ Scotch-Weld™ Structural Adhesive Film AF 163-2 is part of a product line of thermosetting modified epoxy structural adhesives in film form. 3M Scotch-Weld AF films are available in various weights with or without a supporting paper carrier. They feature high fracture toughness and peel strength and have a short cure time (90 minutes at 225°F/107°C). AF 163-2, which was selected for this test, is 0.06 lb/ft2 (0.3 k/m2) and consists of a 50µm thick plastic cover layer, a 240µm thick epoxy adhesive layer, and a 150µm thick paper carrier. A diagram depicting AF 163-2 is shown in Figure 1.
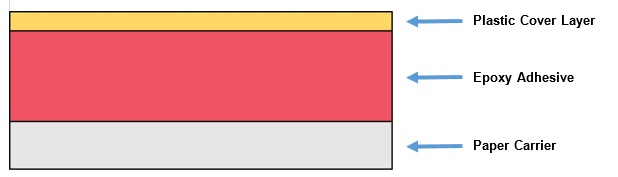
Figure 1. 3M Scotch-Weld AF 163-2 diagram illustrating the top plastic cover layer (50µm), the middle layer (240µm) of epoxy adhesive, and the bottom paper carrier (125µm).
The non-contact nature of laser processing enables applications with small features and fine geometry to be processed, which may be difficult to achieve with traditional mechanical methods. 3M Scotch-Weld AF 163-2 is only suitable for laser cutting, which produces consistent edges and minimal heat-affected zones. ULS makes it possible to consistently and repeatedly process AF 163-2 to a high degree of dimensional accuracy, with virtually no material deformation during processing. Other laser processes are not suggested, as they are not conducive to the intended use of this material.
Laser Processing Notes
3M Scotch-Weld AF 163-2 was tested to assess laser processing compatibility and to determine the best configuration of laser peak power and wavelength. The epoxy adhesive layer in 3M Scotch-Weld AF 163-2 absorbs 9.3µm energy more efficiently than other wavelengths available from ULS, meaning that laser cutting this material can be performed at higher speeds and with minimal discoloration using this wavelength. A microscopy image of the processed edge of 3M Scotch-Weld AF 163-2 taken at 300x magnification is shown in Figure 2. The 3D image in Figure 3 depicts the results of laser cutting epoxy adhesive with the recommended system configuration of a single 75 watt 9.3µm CO2 laser source.
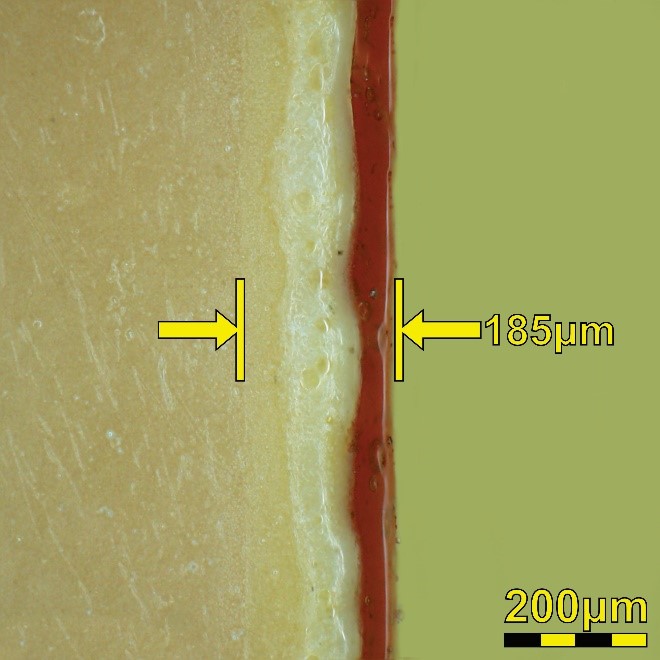
Figure 2. Microscopy image (300x) of the edge of 3M Scotch-Weld AF 163-2 after laser cutting. The heat-affected zone measures 185µm. Both the plastic cover layer and paper liner are left in place for laser cutting.
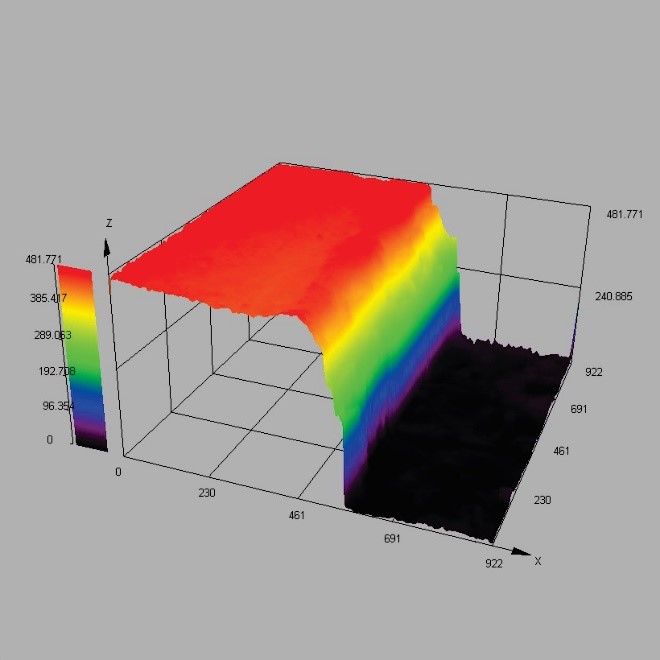
Figure 3. 3D-rendered microscopy image (300x) of the edge of 3M Scotch-Weld AF 163-2 after laser cutting.
Table 1. System Configuration Comparison
| System Configuration | Heat-Affected Zone | Process Characteristics | Post-Processing Requirements |
|---|---|---|---|
| 9.3µm | Minimal heat-affected zone of approximately 185µm | This configuration results in a smooth edge with no discoloration and minimal heat effects | No post-processing required |
| 10.6µm | Increased heat-affected zone of approximately 215µm | This configuration shows similar results as the 9.3µm configuration but with increased heat effects |
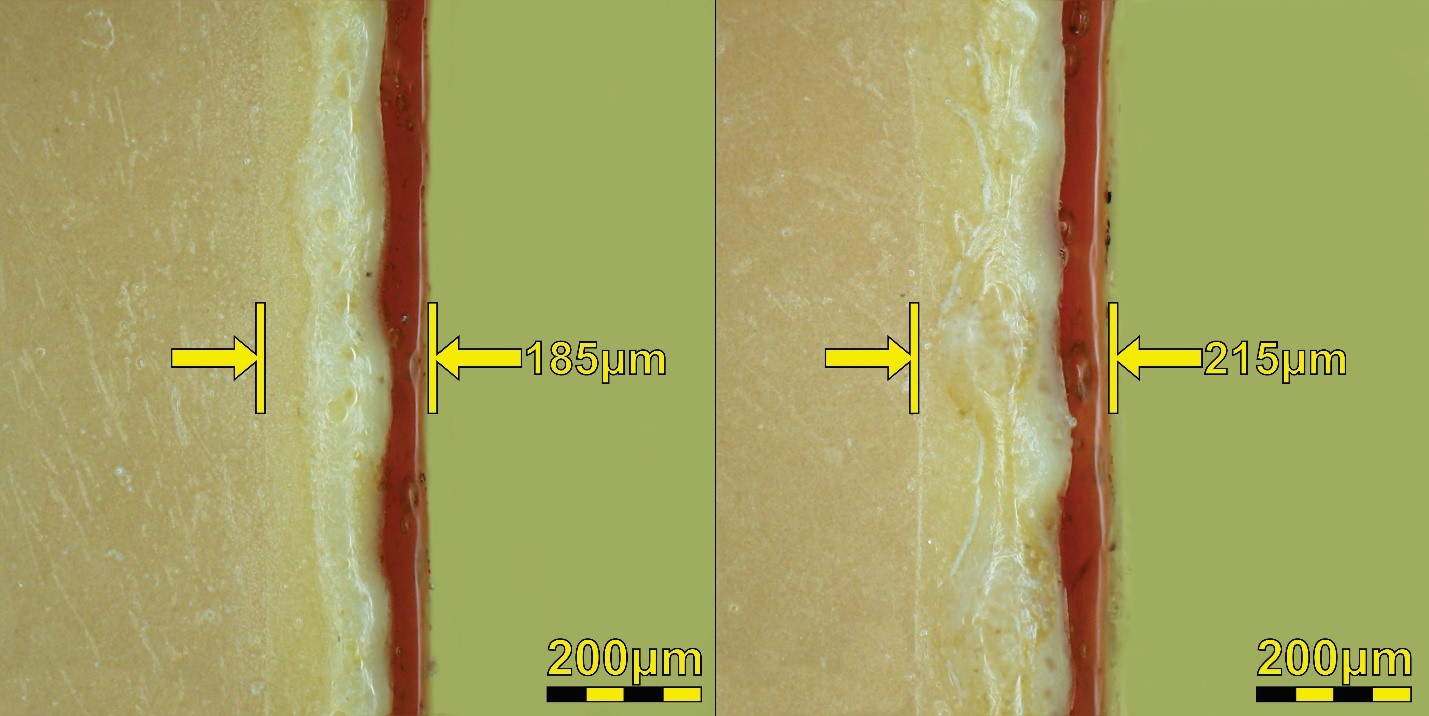
Figure 4. Comparison microscopy images (300x) of the edge resulting from laser cutting with the 9.3µm (left) and 10.6µm (right) wavelengths. Both the plastic cover layer and paper liner are left in place during laser cutting.
3M Scotch-Weld AF 163-2 applications requiring fine geometry and intricate detail without degrading the physical properties of the material can be achieved with ULS technology. An example demonstrating the results of laser cutting AF 163-2 using the recommended system configuration with the 9.3µm wavelength is shown in Figure 5.
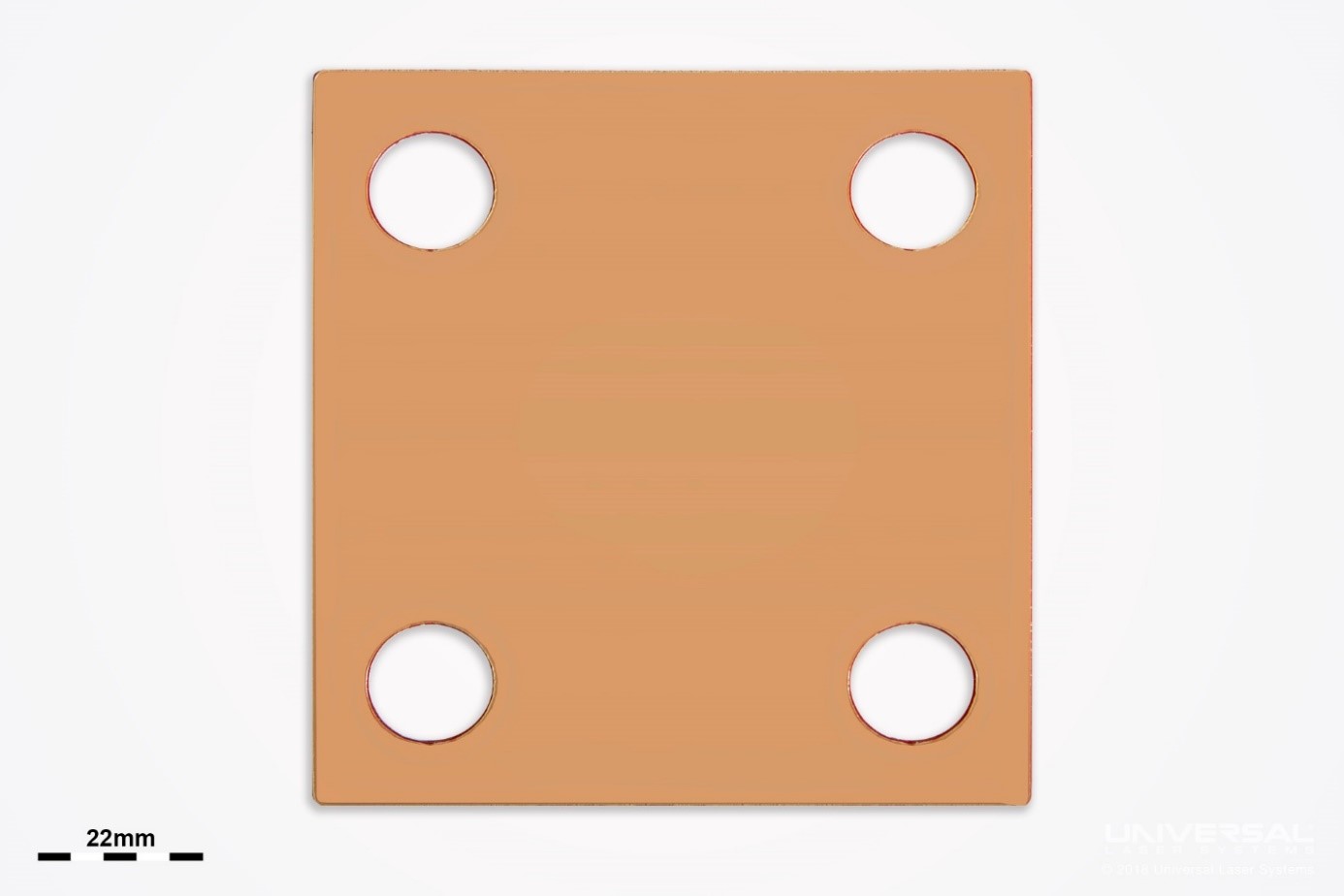
Figure 5. Example of the geometry possible with laser cutting 3M Scotch-Weld AF 163-2.
3M Scotch-Weld AF 163-2 is suitable for laser cutting and was extensively tested to determine the optimal processing configuration. Through this testing it was determined that laser cutting is viable with this material and that a 75 watt 9.3µm CO2 laser source is the best system configuration. 3M Scotch-Weld AF 163-2 efficiently absorbs the 9.3µm wavelength laser energy to produce an edge that has a minimal heat-affected zone and slight discoloration.
