Acetron® GP Acetal is part of a product line of acetal polymers produced by Quadrant. Quadrant Acetron GP Acetal is available in various colors and thicknesses. The Acetron GP Acetal chosen for testing is a black sheet with a thickness of 1.6 mm. A diagram depicting Acetron GP Acetal is shown in Figure 1.
Quadrant Acetron GP Acetal is utilized in a wide array of applications ranging from electrical components, to gears, rollers, and food machining components. It is the only porosity-free acetal product currently available, making it ideal for wet environments in the food and medical industry where bacterial contamination is a concern. Acetron GP Acetal is suitable for both laser engraving and cutting processes. Laser marking of Acetron GP Acetal is also possible, but only with pigmented formulations of the material where it produces a high contrast mark. Laser marking, engraving, and cutting of Acetron GP Acetal provides a processing method that does not require tooling and enables the creation of small, fine geometries that can be challenging to achieve using traditional mechanical methods. Universal Laser Systems makes it simple to consistently and repeatedly process this material to a high degree of dimensional accuracy.
Laser Processing Notes
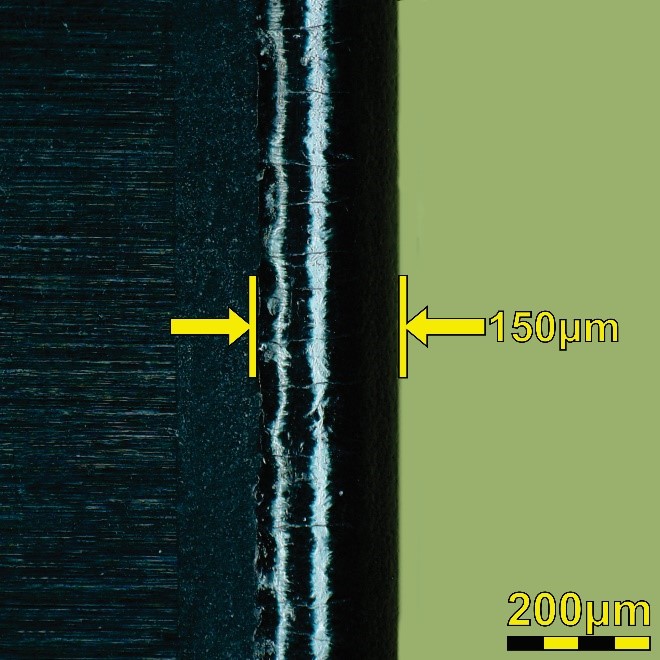
Quadrant Acetron GP Acetal was tested to assess laser processing compatibility and determine the best configuration of laser peak power and wavelength. There was found to be no substantial difference between 9.3µm and 10.6µm wavelength of laser energy when used for laser cutting. A microscopy image taken at 300x magnification of the edge of Acetron GP Acetal after laser cutting is shown in Figure 2.
Figure 2. Microscopy image (300x) of the edge of Quadrant Acetron GP Acetal after laser cutting. The heat-affected zone measures 150µm.
Quadrant Acetron GP Acetal is also suitable for laser engraving using either a 9.3µm or a 10.6µm wavelength laser. Laser engraving Acetron GP Acetal can produce fine geometries in the material and is a solution for permanently marking natural versions of the material which do not contain pigment. Shallow depths do not require any post-processing or mask over the surface. Depths over 1 mm (0.04”) may require the surface of the material to be masked prior to processing to avoid redisposition of material on the surface of the substrate. Acetron GP Acetal can be cleaned after processing using a solvent such as isopropyl alcohol. Figure 3 shows an image of laser engraving Acetron GP Acetal.
Figure 3. Image of Acetron GP Acetal after laser engraving.
Pigments in colored versions of Quadrant Acetron GP Acetal readily absorb the 1.06µm laser wavelength, creating a high contrast mark on the surface of the material. The laser marking process does not produce debris so post processing is not required. An image of Acetron GP Acetal after processing with settings designed to produce high contrast surface marking is shown in Figure 4.
Figure 4. Macro image of the high contrast surface marking produced on Quadrant Acetron GP Acetal. The image is a verifiable 2D data matrix.
Processing Example
Quadrant Acetron GP Acetal applications requiring fine geometry and intricate detail without degrading the physical properties of the material can be accomplished with technology from Universal Laser Systems. An example demonstrating the results of laser cutting of Acetron GP Acetal using the recommended system configuration is shown in Figure 5.
Figure 5. Example of the geometry possible with laser cutting of Quadrant Acetron GP Acetal.
Conclusion
Quadrant Acetron GP Acetal is suitable for laser processing and was extensively tested to determine the optimal processing configuration. Through this testing, it was determined that laser cutting and engraving are viable for this material and laser marking is viable in pigmented versions of this material. For laser cutting of this material it was determined that a 150 watt 9.3µm or 10.6µm CO2 laser source is the recommended configuration. Laser engraving can be achieved using any wattage of a 9.3µm or 10.6µm laser. Additionally, it was determined that a 40 or 50 watt 1.06µm fiber laser source is the recommended configuration for laser marking this material because the pigments in the substrate efficiently absorb the 1.06µm wavelength laser energy, producing a high contrast mark.