Laser Processing of Henkel Bergquist™ Hi-Flow® 105
Henkel Bergquist™ Hi-Flow® 105 is part of a product line of hi-flow phase change materials (PCMs) that includes 225F-AC, 225UT, 225U, 625, 300P, 300G, 565U, 565UT, and 650P. The Henkel Bergquist Hi-Flow 105 sheet product selected for testing consists of three layers totaling 139µm thick. The center layer is a 137µm thick aluminum reinforcement carrier. On each side of the reinforcement carrier there is a PCM layer measuring approximately 2µm thick. A diagram depicting Henkel Bergquist Hi-Flow 105 is shown in Figure 1.

Figure 1. Henkel Bergquist Hi-Flow 105 diagram showing the aluminum reinforcement layer (137µm)
and the two outer layers of PCM (~2µm each).
Laser Processing Notes
Henkel Bergquist Hi-Flow 105 PCM was tested to assess laser processing compatibility and to determine the best configuration of peak laser power and wavelength. Bergquist Hi-Flow 105 PCM absorbs 9.3µm energy more efficiently than other wavelengths available from Universal Laser Systems, meaning less peak power was necessary to produce good results with minimal heat effects. The aluminum reinforcement carrier absorbs the 1.06µm wavelength more efficiently than other wavelengths. The combination of 9.3µm and 1.06µm laser wavelengths in the MultiWave Hybrid™ system configuration, which combines the two wavelengths into one simultaneous beam, produces a smooth processed edge with minimal heat effects. The 1.06µm laser is able to effectively process the aluminum, while the 9.3µm laser clears away the Hi-Flow 105 material. A 300x magnification microscopy image of the processed edge of Bergquist Hi-Flow 105 PCM is shown in Figure 2. The 3D image in Figure 3 depicts how the PCM reacts to the laser energy by forming a small “wave” of melted material along the top surface of the processed edge (red area).
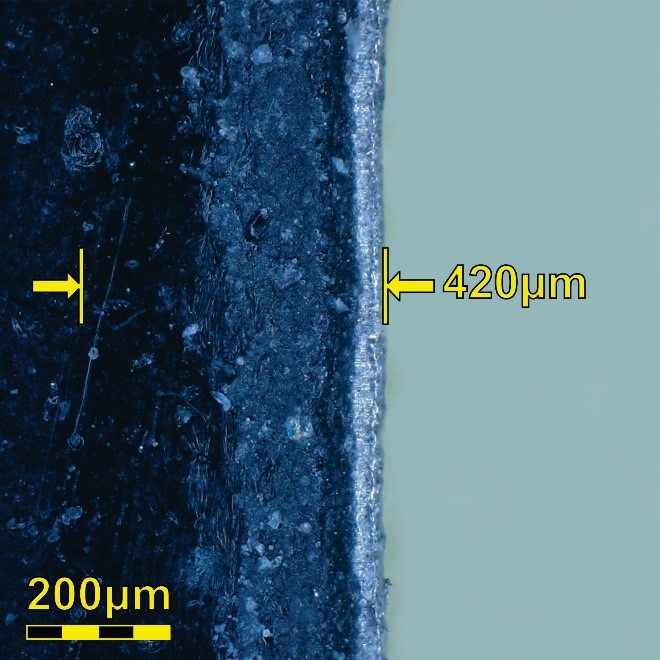
Figure 2. Microscopy image (300x) of the edge after laser cutting Bergquist Hi-Flow 105. The heat-affected zone measures 420µm.
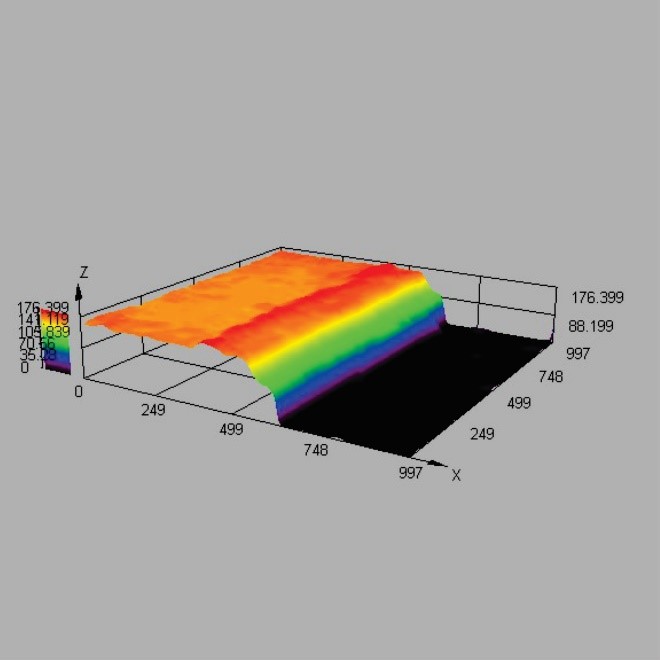
Figure 3. 3D-rendered microscopy image (300x) of the edge after laser cutting Bergquist Hi-Flow 105.
Table 1. System Configuration Comparison
| System Configuration | Heat-Affected Zone | Process Characteristics | Post-Processing Requirements |
|---|---|---|---|
| MultiWave Hybrid 1.06µm and 9.3µm (Recommended) | Minimal heat-affected zone of approximately 420µm | This MultiWave Hybrid configuration efficiently cleaves the aluminum carrier with the 1.06µm laser while the 9.3µm laser simultaneously removes the PCM, resulting in a cleaner and faster process | Processing of Bergquist Hi-Flow 105 PCM with any configuration produces a nominal amount of surface debris along the processed path that can be removed with light abrasion |
| MultiWave Hybrid 1.06µm and 10.6µm | Increased heat-affected zone, compared to the MultiWave Hybrid 1.06µm and 9.3µm wavelength process, of approximately 780µm | This configuration results in an increased heat-affected zone and less consistency in the edge along the processed path when compared to the MultiWave Hybrid 1.06µm and 9.3µm configuration | |
| 1.06µm | Increased heat-affected zone, compared to the MultiWave Hybrid 1.06µm and 9.3µm wavelength process, of approximately 520μm | This configuration results in an increased heat-affected zone and less consistency in the edge along the processed path when compared to the 9.3µm configuration |
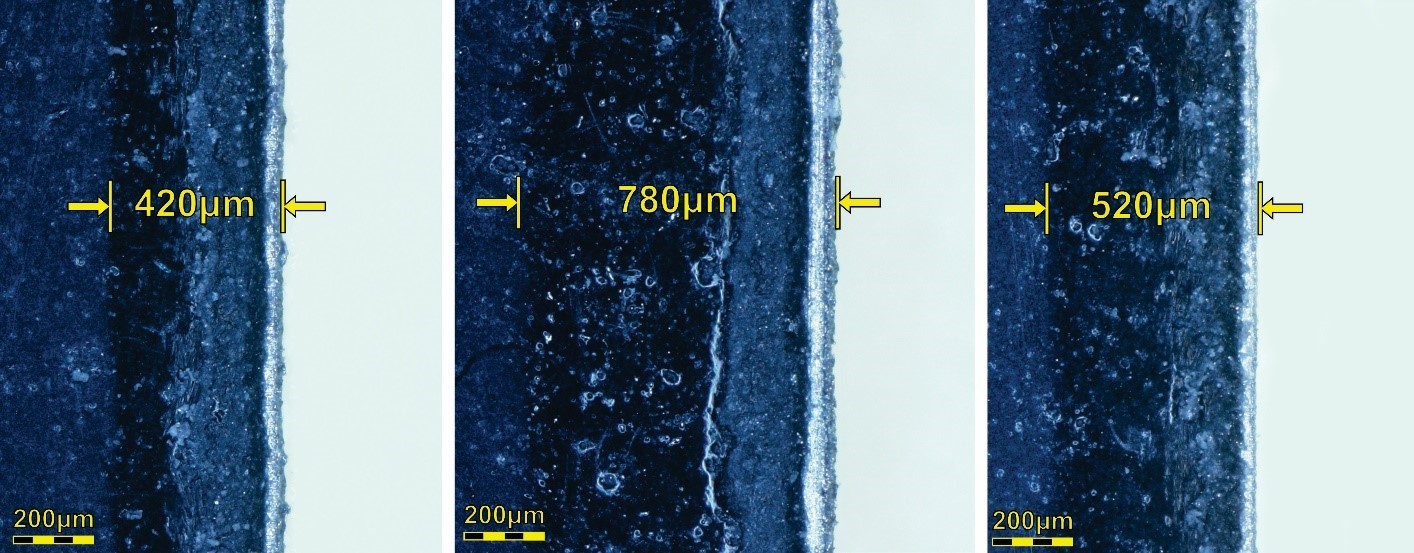
Figure 4. Comparison microscopy images (200x) of the processed edge resulting from the MultiWave Hybrid laser cutting the Bergquist Hi-Flow 105 PCM with 1.06µm and 9.3µm lasers (left), the MultiWave Hybrid laser cutting with 1.06 and 10.6µm lasers (center), and laser cutting with the 1.06µm laser alone (right).
Bergquist Hi-Flow 105 applications requiring fine geometry and intricate detail without degrading the physical properties of the material can be accomplished with Universal Laser Systems MultiWave Hybrid technology. An example demonstrating the results of laser processing Bergquist Hi-Flow 105 PCM using the recommended system configuration is shown in Figure 5.
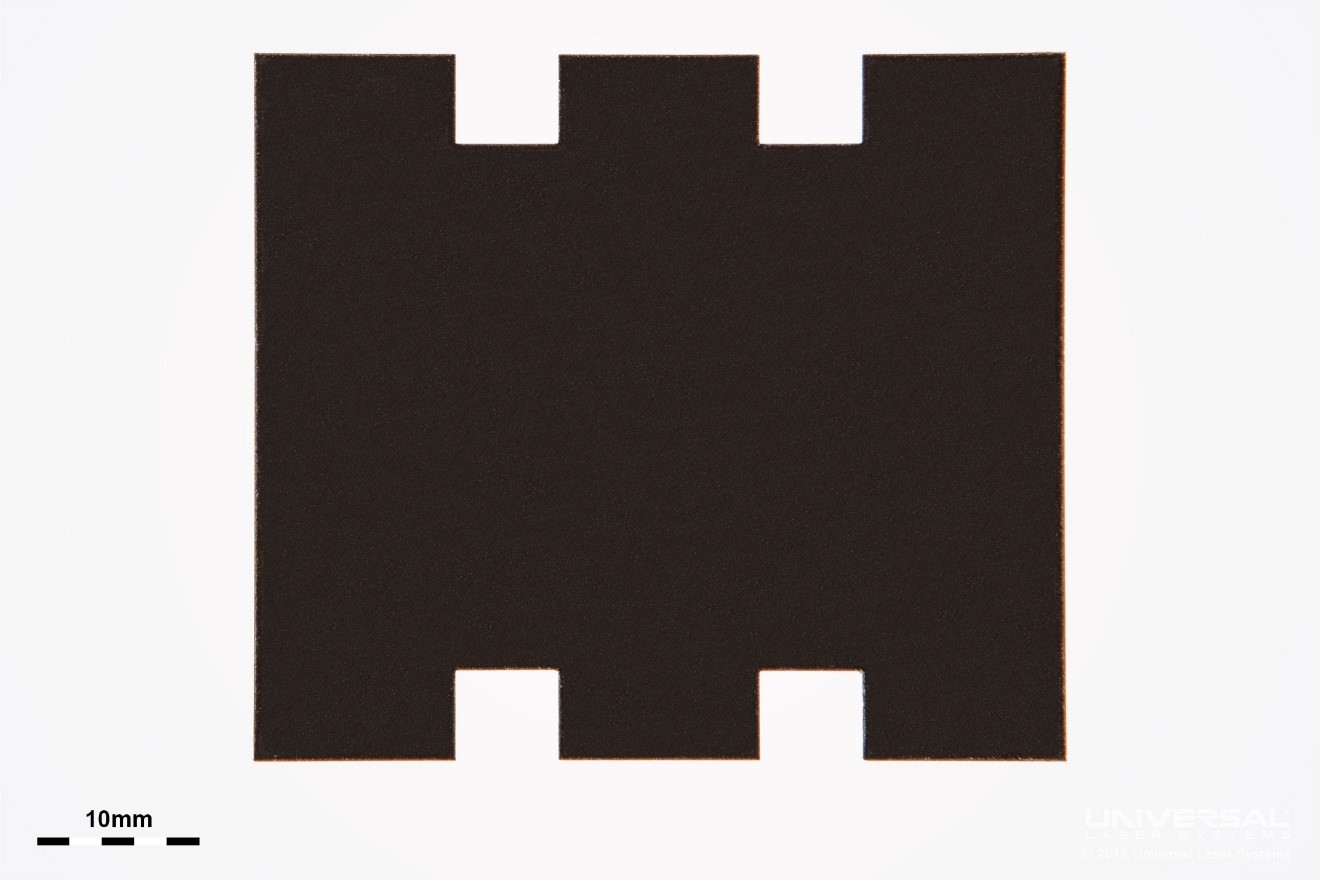
Figure 5. Example of the fine geometry possible with laser processing Bergquist Hi-Flow 105.
Bergquist Hi-Flow 105 is suitable for laser processing and was extensively tested to determine the optimal processing configuration. Through this testing it was determined that laser processing is viable with this material, and a 75 watt 9.3µm CO2 laser source, combined with the 50 watt 1.06µm fiber laser source using MuliWave Hybrid technology, is the best system configuration for the processing of this material. The Hi-Flow 105 PCM efficiently absorbs the 9.3µm wavelength laser energy while the aluminum reinforced carrier absorbs the 1.06µm laser energy to produce a clean edge with minimal heat-affected zone and discoloration.
