Laser Processing of Electrically Conductive Tapes and Adhesive Transfer Tapes
Representative 3M™ electrically conductive materials processed with Universal Laser Systems technology
Electrically conductive tapes and conductive pressure-sensitive adhesives can be difficult to process with conventional contact methods. Mechanical techniques can distort delicate layers, pull at liners, or limit the small features needed in EMI shielding, grounding, and compact electronics assemblies. Across the original ULS material processing reports referenced in this document, 9.3µm CO2 laser processing repeatedly delivered the best overall balance of edge quality, dimensional accuracy, and reduced heat effects.
Why these materials matter
- These materials are used where electrical conductivity and adhesive performance must coexist in thin, highly engineered constructions.
- Common use cases include EMI/RFI shielding, grounding, shield can lid replacement, display wrapping, electrostatic discharge protection, and bonding conductive parts to frames or enclosures.
- Laser processing is valuable when designs require fine geometry, repeatability, non-contact handling, and cleaner conversion of delicate laminated structures.
Key processing takeaways
|
Material |
Recommended configuration |
9.3µm heat-affected zone |
10.6µm comparison |
Notes |
|
3304BC-S |
Dual 75 watt 9.3µm CO2 laser configuration |
approximately 158µm with liner in place |
approximately 221µm |
The PET liner and adhesive absorb 9.3µm energy efficiently, producing a more consistent processed edge and less roughness than 10.6µm. |
|
9703 |
30 watt 9.3µm CO2 laser source |
approximately 25µm |
approximately 68µm |
The filled acrylate matrix and release liner absorb 9.3µm efficiently, helping maintain smooth edges and minimal discoloration without mechanical distortion. |
|
9707 |
30 watt 9.3µm CO2 laser source |
approximately 125µm with liners in place |
approximately 170µm |
9.3µm processing limits heat effects in the PET liners and keeps the adhesive layer smoother than the 10.6µm comparison. |
|
9711S |
30 watt 9.3µm CO2 laser source |
approximately 118µm with liners in place |
approximately 160µm |
The 9.3µm configuration reduces the heat-affected zone in the PET liner and limits edge roughness compared with 10.6µm processing. |
|
9719 |
30 watt 9.3µm CO2 laser source |
approximately 110µm with liners in place |
approximately 180µm |
The silicone adhesive layer processes cleanly at 9.3µm, while the 10.6µm comparison shows more heat effect in the PET liner and rougher edge quality. |
Material profile 1: 3M™ Electrically Conductive Single-Sided Tape 3304BC-S
Material overview: XYZ-axis electrically conductive adhesive with conductive Ni/Cu-coated nonwoven carrier, acrylic adhesive, black copper foil backing, and PET release liner.
Typical applications: EMI shielding, grounding, shield can lid replacement, display wrapping, and ESD protection.
What stands out in the report: Dual 75 watt 9.3µm CO2 laser configuration strongly recommended. The original report notes approximately 158µm with liner in place at 9.3µm, compared with approximately 221µm in the 10.6µm comparison. The PET liner and adhesive absorb 9.3µm energy efficiently, producing a more consistent processed edge and less roughness than 10.6µm.
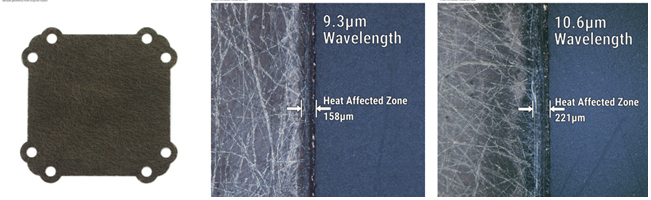 Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Single-Sided Tape 3304BC-S (2021).
Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Single-Sided Tape 3304BC-S (2021).
Material profile 2: 3M™ Electrically Conductive Adhesive Transfer Tape 9703
Material overview: Z-axis (anisotropic) electrically conductive ECATT / conductive pressure-sensitive adhesive filled with silver conductive particles and carried on a silicone-treated polycraft release liner.
Typical applications: Connecting EMI/RFI shields to metal frames and enclosures where fine features and delicate handling matter.
What stands out in the report: 30 watt 9.3µm CO2 laser source strongly recommended. The original report notes approximately 25µm at 9.3µm, compared with approximately 68µm in the 10.6µm comparison. The filled acrylate matrix and release liner absorb 9.3µm efficiently, helping maintain smooth edges and minimal discoloration without mechanical distortion.
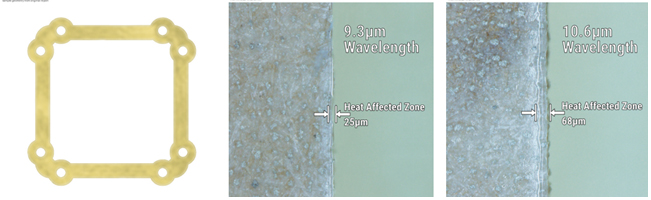 Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9703 (2021).
Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9703 (2021).
Material profile 3: 3M™ Electrically Conductive Adhesive Transfer Tape 9707
Material overview: ECATT / conductive pressure-sensitive adhesive with conductive particle fillers that provide electrical continuity through thickness and in-plane, protected by PET liners on both sides.
Typical applications: Electrically conductive adhesive transfer applications that need fine geometry, clean edges, and repeatable dimensional control.
What stands out in the report: 30 watt 9.3µm CO2 laser source strongly recommended. The original report notes approximately 125µm with liners in place at 9.3µm, compared with approximately 170µm in the 10.6µm comparison. 9.3µm processing limits heat effects in the PET liners and keeps the adhesive layer smoother than the 10.6µm comparison.
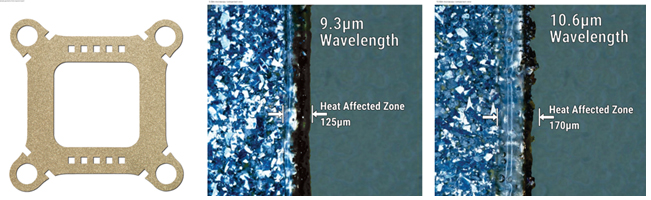 Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9707 (2021).
Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9707 (2021).
Material profile 4: 3M™ Electrically Conductive Double-Sided Tape 9711S Series
Material overview: XYZ-axis electrically conductive tape with nickel/copper-coated woven fabric carrier based acrylic adhesive and PET liners on both sides; series available in multiple adhesive thicknesses.
Typical applications: EMI shielding and grounding designs that need PSA attachment and reliable contact resistance in small contact areas.
What stands out in the report: 30 watt 9.3µm CO2 laser source strongly recommended. The original report notes approximately 118µm with liners in place at 9.3µm, compared with approximately 160µm in the 10.6µm comparison. The 9.3µm configuration reduces the heat-affected zone in the PET liner and limits edge roughness compared with 10.6µm processing.
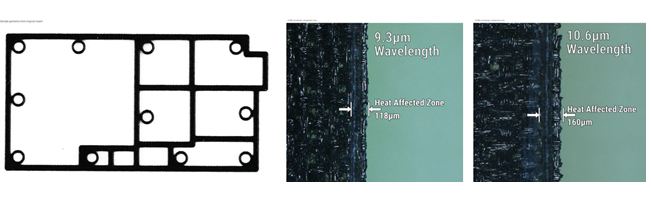 Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Double-Sided Tape 9711S Series (2021).
Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Double-Sided Tape 9711S Series (2021).
Material profile 5: 3M™ Electrically Conductive Adhesive Transfer Tape 9719
Material overview: ECATT / CPSA with silicone adhesive layer and conductive nonwoven carrier filled with nickel and carbon fibers, protected by PET liners.
Typical applications: Conductive transfer tape applications that need intricate features, dimensional consistency, and cleaner processing than contact methods.
What stands out in the report: 30 watt 9.3µm CO2 laser source strongly recommended. The original report notes approximately 110µm with liners in place at 9.3µm, compared with approximately 180µm in the 10.6µm comparison. The silicone adhesive layer processes cleanly at 9.3µm, while the 10.6µm comparison shows more heat effect in the PET liner and rougher edge quality.
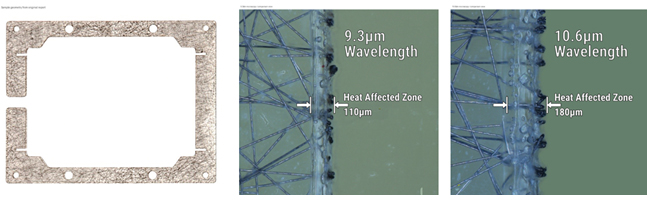 Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9719 (2021).
Selected images adapted from the original ULS report: Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9719 (2021).
What the original reports collectively show
- A non-contact laser process is especially valuable for electrically conductive tapes and adhesive transfer tapes because delicate liners, conductive fillers, and thin adhesive layers can deform under contact conversion methods.
- Across these representative conductive materials, 9.3µm repeatedly outperformed 10.6µm in edge quality and heat-affected-zone control.
- The reports consistently describe smooth processed edges, reduced or minimal heat effects, and no additional post-processing requirement for the tested configurations.
- For visitors evaluating conductive tapes for EMI shielding or grounding applications, the practical takeaway is straightforward: material construction matters, and wavelength selection matters just as much.
Frequently asked questions
Why use laser processing for electrically conductive tapes instead of mechanical cutting?
Because these materials can be thin, laminated, particle-filled, and liner-protected. A non-contact laser process helps avoid distortion, supports finer geometry, and can reduce the handling issues associated with mechanical conversion.
Which wavelength looks strongest across the referenced conductive materials?
Across the original ULS reports gathered here, 9.3µm is the repeatedly preferred configuration. Each report includes a direct comparison showing lower heat effects and cleaner results than the 10.6µm comparison.
Are these materials only for EMI shielding?
No. EMI/RFI shielding and grounding are common themes, but the reports also reference applications such as display wrapping, shield can lid replacement, electrostatic discharge protection, and conductive attachment to frames or enclosures.
Does the liner matter during processing?
Yes. In several reports, the PET liner absorbs much of the heat effect. That is one reason the difference between with-liner and liner-removed microscopy images is useful when evaluating a final process strategy.
Can one laser setup cover every conductive tape?
Not automatically. The reports show a strong pattern, but exact construction still matters. Adhesive chemistry, conductive filler type, foil or fabric layers, liner material, and thickness all influence the best processing window.
Where should a manufacturer start if the design includes fine conductive features?
Start with material-specific testing using the actual tape, stack-up, liner condition, and geometry. That is the best way to confirm edge quality, throughput, and downstream handling performance.
Related ULS resources
- Material Processing Reports
- Material Processing Videos
- Materials Library
- Application Testing
- Solutions & Products
- Contact ULS
Source credits
This document incorporates and adapts content and images from the following original Universal Laser Systems material processing reports:
|
Original report |
|
|
Laser Processing of 3M™ Electrically Conductive Single-Sided Tape 3304BC-S (2021) |
|
|
Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9703 (2021) |
|
|
Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9707 (2021) |
|
|
Laser Processing of 3M™ Electrically Conductive Double-Sided Tape 9711S Series (2021) |
|
|
Laser Processing of 3M™ Electrically Conductive Adhesive Transfer Tape 9719 (2021) |
3M is a trademark of 3M. Other company and product names are trademarks or registered trademarks of their respective owners.