Лазерная обработка ленты 3M™ VHB™ 4926
Лента 3M™ VHB™ 4926 относится к серии двухсторонних клейких лент с пенистой основой, которая включает также марки 4919F, 4936(F), 4941(F), 4974F, 4956(F), 4991 и 4991B. Лента 3M VHB 4926 представляет собой трехслойный материал, состоящий из внутреннего акрилового пенистого слоя с закрытой ячейкой, который заключен между двумя удаляемыми слоями уплотненной крафт-целлюлозной бумаги. Внутренний акриловый пенисты слой ленты 3M VHB 4926 имеет толщину 381 мкм, а толщина каждого удаляемого слоя крафт-целлюлозной бумаги — 76 мкм. Схема материала 3M VHB 4926 показана на рисунке 1.
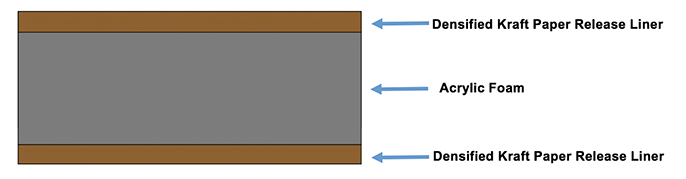
Рисунок 1. 76-микронные удаляемые слои уплотненной крафт-целлюлозной бумаги сверху и снизу 381-микронного внутреннего акрилового пенистого слоя материала 3M VHB 4926.
Примечания к лазерной обработке
Материал 3M VHB 4926 был протестирован для оценки применимости лазерной обработки и определения наилучшей конфигурации пиковой мощности и длины волны лазера. Три слоя ленты 3M VHB 4926 поглощают энергию при длине волн 9,3 мкм более эффективно, чем при других длинах волн. Это означает, что для достижения хороших результатов при минимальном воздействии тепла требуется меньшее значение пиковой мощности. При лазерной обработке ленты 3M VHB 4926 образуется небольшое количество отходов, которые прилипают к обработанной кромке, то есть после обработки потребуется некоторая очистка путем протирки обработанной кромки растворителем, например изопропиловым спиртом. На рисунках 2 и 3 показаны сделанные под микроскопом при 300-кратном увеличении изображения обработанной кромки материала 4926 после окончательной обработки с бумажными слоями и с удаленными бумажными слоями соответственно. Эти изображения показывают, что удаляемые крафт-бумажные слои принимают на себя большую часть теплового воздействия и обесцвечивания, оставляя слой акриловой пены относительно свободным от неблагоприятных термических эффектов.
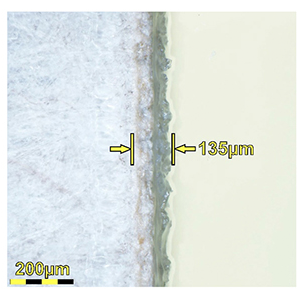
Рисунок 2. Сделанное под микроскопом (300-кратное увеличение) изображение обработанной лазером кромки материала 3M VHB 4926 с бумажными слоями. Зона теплового воздействия составляет 135 микрон.
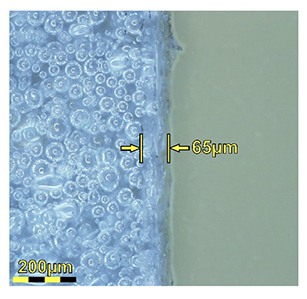
Рисунок 3. Сделанное под микроскопом (300-кратное увеличение) изображение обработанной лазером кромки материала 3M VHB 4926 с удаленными бумажными слоями. Зона теплового воздействия составляет 65 микрон.
Рисунок 4. Трехмерная визуализация полученного при помощи микроскопа (300-кратное увеличение) изображения обработанной лазером кромки материала 3M VHB 4926 с бумажными слоями.
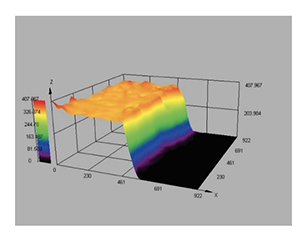
Рисунок 5. Трехмерная визуализация полученного при помощи микроскопа (300-кратное увеличение) изображения обработанной лазером кромки материала 3M VHB 4926 с удаленными бумажными слоями.
Таблица 1. Сравнение конфигураций системы
| Конфигурация системы | Зона теплового воздействия | Характеристики процесса | Требования к последующей обработке |
|---|---|---|---|
| 9,3 мкм (рекомендуется) | Минимальная зона теплового воздействия — приблизительно 135 мкм | Лазерная энергия при длине волны 9,3 мкм лучше поглощается материалом, в результате получается более качественная кромка вдоль траектории обработки с меньшей зоной теплового воздействия. | При обработке ленты 3M VHB 4926 лазером с конфигурацией 9,3 мкм или 10,6 мкм вдоль траектории лазерной резки на поверхности образуется небольшое количество отходов, которое можно удалить с помощью легкого протирания и растворителя, например изопропилового спирта. |
| 10,6 мкм | Увеличенная зона теплового воздействия по сравнению с длиной волны 9,3 мкм — приблизительно 180 мкм | Эта конфигурация приводит к увеличению зоны термического воздействия в удаляемом крафт-бумажном слое и по сравнению с конфигурацией 9,3 мкм создает более грубые геометрические и термические эффекты вдоль траектории лазерной резки в клейком слое. |
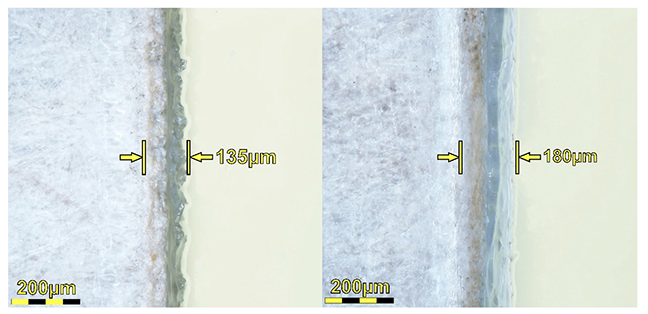
Рисунок 6. Сравнение сделанных под микроскопом (300-кратное увеличение) изображений обработанной кромки при длине волны 9,3 мкм (слева) и 10,6 мкм (справа). Зоны теплового воздействия составляют 104 мкм для длины волны 9,3 мкм и 156 мкм для длины волны 10,6мкм. Пленка из крафт-целлюлозной бумаги на обоих показанных выше изображениях не удалена.
Благодаря технологии Universal Laser Systems могут быть реализованы проекты по обработке материала 3M VHB 4926, в которых требуется получать сложные геометрические формы и мелкие элементы без ухудшения физических свойств материала. Пример, демонстрирующий результаты лазерной обработки материала 3M VHB 4926, показан на рисунке 4.
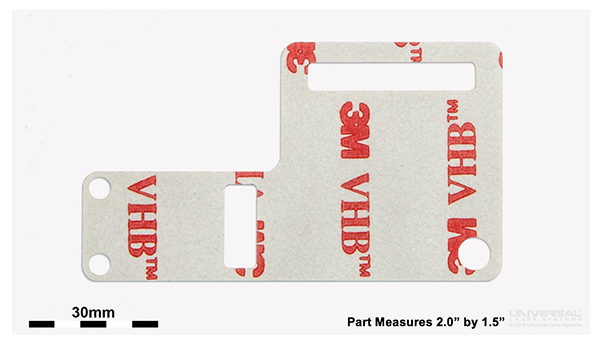
Рисунок 4. Пример возможной геометрии при лазерной обработке материала 3M VHB 4926.
Материал 3M VHB 4926 подходит для лазерной обработки и был тщательно протестирован для определения наиболее эффективной конфигурации обработки. В ходе тестирования установлено, что лазерная резка является практически выполнимой, а мощность 75 Вт CO2-лазерного источника при длине волны 9,3 мкм — лучшая конфигурация для лазерной резки этого материала. Удаляемый слой из крафт-целлюлозной бумаги и акриловый клейкий слой эффективно поглощают лазерную энергию длиной волны 9,3 мкм и в сочетании с пиковой мощностью лазерного источника 75 ватт создают гладкую чистую кромку с минимальной зоной термического воздействия и обесцвечивания. Ожидается, что другие материалы и этой серии VHB будут обрабатываться аналогичным образом.
