DuPont™ Kapton® HN представляет собой долговечный высокоэффективный полиимидный материал, используемый в областях, требующих стабильности материалов в самых разных экстремальных условиях окружающей среды. Этот материал обеспечивает хороший баланс физической прочности, химической стойкости и электроизоляционных свойств в широком диапазоне температур. Kapton HN поставляется толщиной от 7,5 до 125 мкм. Для проверки пригодности для лазерной обработки была выбрана пленка Kapton HN толщиной 125 мкм. Схема материала Kapton HN показана на рисунке 1.
Пленка Kapton HN обладает способностью сохранять свои физические и механические свойства в широком диапазоне температур, особенно при высоких температурах, что делает ее хорошим кандидатом для лазерной обработки. С помощью лазерной обработки можно выполнять резку и гравировку пленки Kapton HN без использования спецоснастки и получать сложные геометрические фигуры с мелкими элементами, что может быть непростой задачей при использовании традиционных механических методов. Технологии компании Universal Laser Systems упрощают единообразную и многократную обработку этого материала с высокой точностью размеров, поскольку бесконтактный характер лазерной обработки исключает деформацию материала во время обработки.
Примечания к лазерной обработке
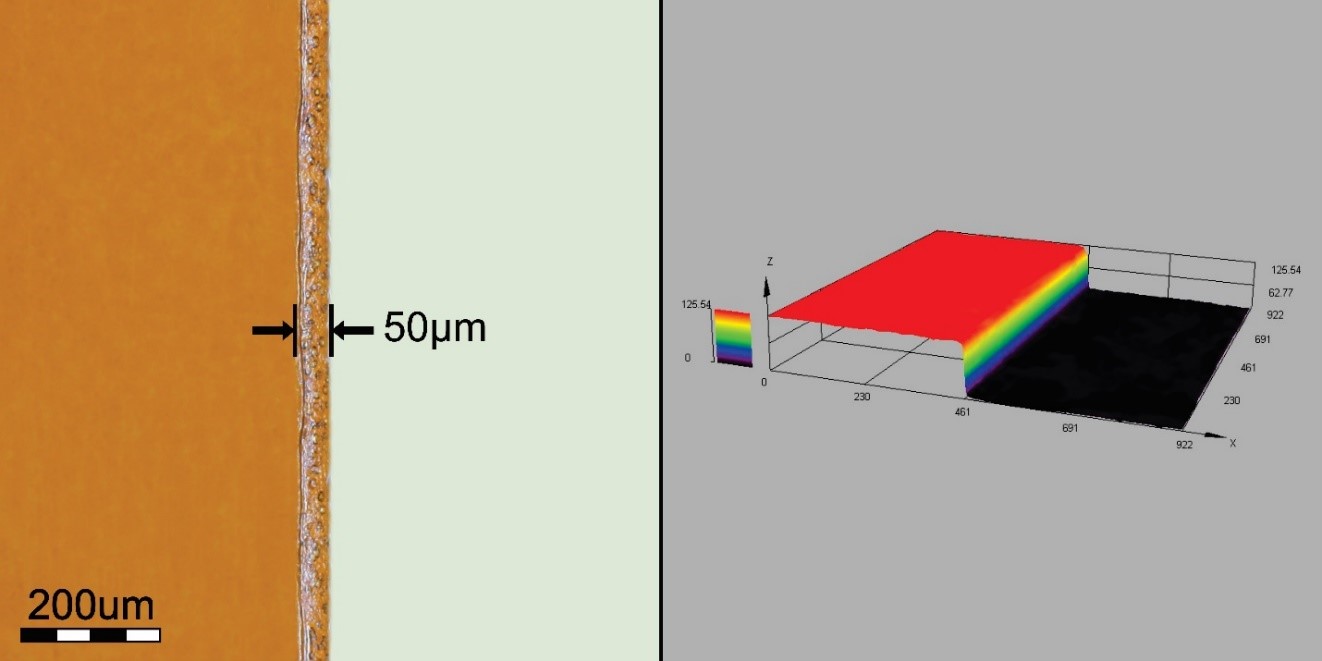
Материал DuPont Kapton HN был протестирован для оценки применимости лазерной обработки и определения наилучшей конфигурации пиковой мощности и длины волны лазера. Установлено, что полиимидная пленка Kapton HN эффективно поглощает лазерную энергию с длиной волны как 9,3 мкм, так и 10,6 мкм с небольшой разницей в результатах лазерной резки и гравировки. При мощности 75 Вт и 9,3-микронной длине волны лазерного излучения лазерная резка материала DuPont Kapton HN обеспечивает качественную кромку и равномерную гравировку вдоль траектории обработки. На рисунке 2 показано сделанное под микроскопом при 300-кратном увеличении изображение кромки, очищенной после лазерной резки. Также показана трехмерная визуализация полученного при помощи микроскопа (300-кратное увеличение) изображения кромки после лазерной резки.
Рисунок 2. Сделанное под микроскопом при 300-кратном увеличении изображение очищенной кромки после лазерной резки (слева) и 3D-визуализация сделанного под микроскопом (300-кратное увеличение) изображения кромки материала DuPont Kapton HN (справа). Зона теплового воздействия составляет 50 мкм.
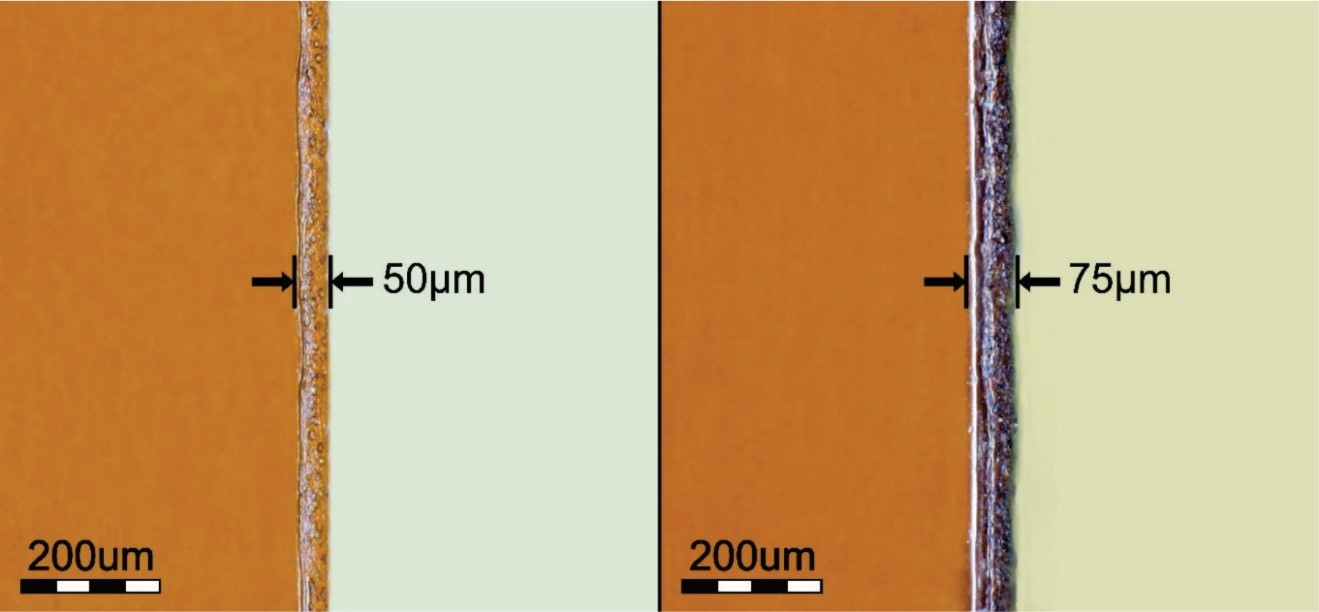
Материал DuPont Kapton HN был протестирован с длинами волн 9,3 и 10,6 мкм. Результаты этих испытаний сравнивались путем анализа термических эффектов, качества обработанной кромки и требований к последующей обработке. Результаты сравнения этих конфигураций лазерной системы приведены в таблице 1 и показаны на фотографиях на рисунках 3 и 4. Конфигурация 9,3 мкм при резке этого материала обеспечивает значительно лучшую кромку и является рекомендуемой конфигурацией.
Таблица 1. Сравнение конфигураций системы
Конфигурация системы
Зона теплового воздействия
Характеристики процесса
Требования к последующей обработке
9,3 мкм (рекомендуется)
Минимальная зона теплового воздействия — примерно 50 мкм
Эта конфигурация обеспечивает качественную кромку и равномерную гравировку вдоль траектории обработки с минимальными тепловыми эффектами
Последующая обработка предусматривает удаление с поверхности незначительных отложений путем легкого протирания с растворителем, например изопропиловым спиртом
10,6 мкм
Увеличенная зона теплового воздействия — примерно 75 мкм
Эта конфигурация приводит к увеличению зоны теплового воздействия и обесцвечиванию вдоль обработанной кромки
Рисунок 3. Сделанные под микроскопом (300-кратное увеличение) изображения кромки после лазерной резки с длиной волны 9,3 мкм (слева) и 10,6 мкм (справа).
Пример обработки
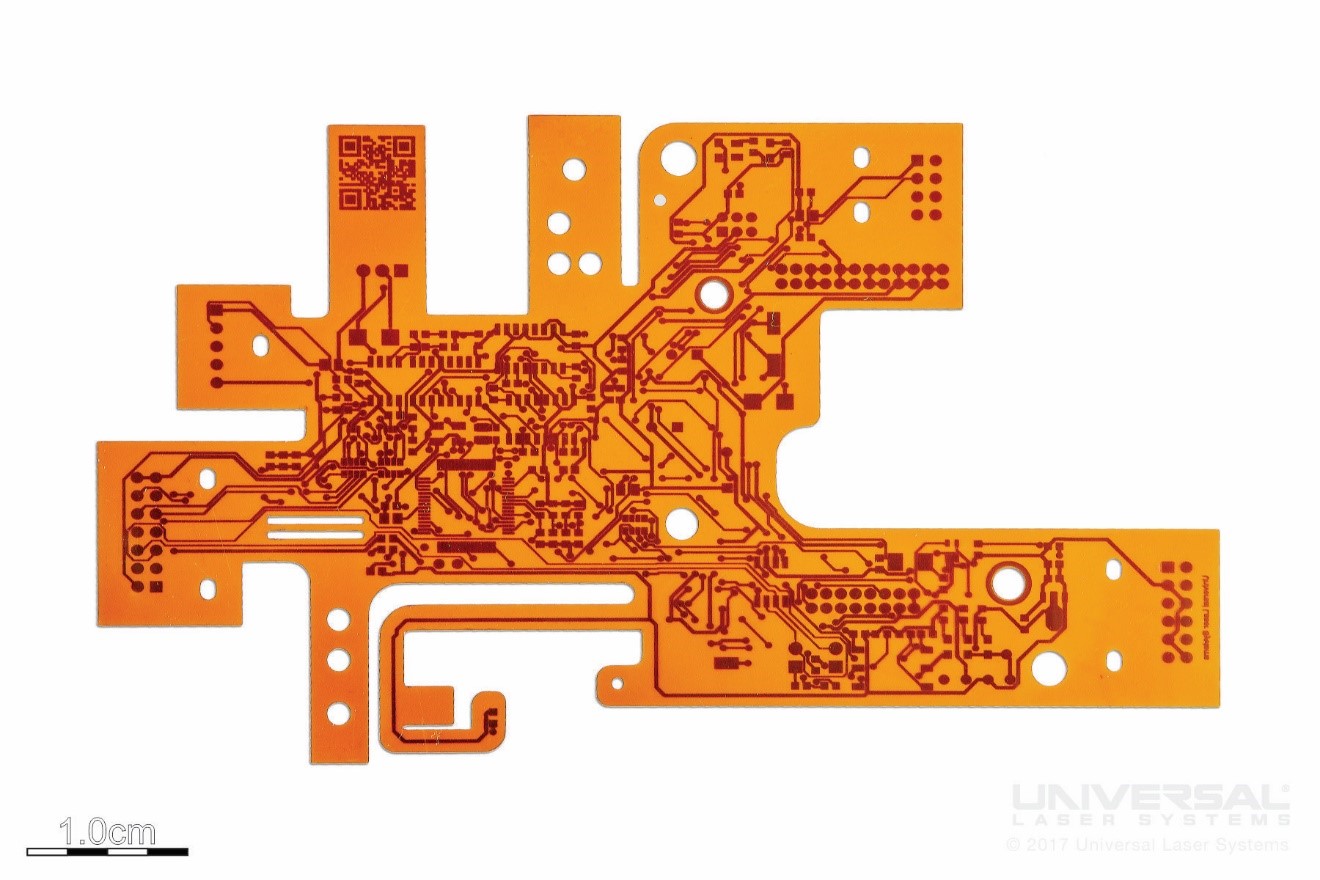
Благодаря технологии Universal Laser Systems могут быть реализованы проекты по обработке материала DuPont Kapton HN, в которых требуется получать сложные геометрические формы и мелкие элементы без ухудшения физических свойств материала. Пример, демонстрирующий результаты лазерной резки и гравировки пленки Kapton HN с использованием рекомендуемой конфигурации системы, показан на рисунке 4.
Рисунок 4. Пример сложной геометрии, которую можно получить при помощи лазерной обработки материала DuPont Kapton HN.