Лазерная обработка Henkel Bergquist™ Hi-Flow® 105
Материал Henkel Bergquist™ Hi-Flow® 105 входит в состав линейки продуктов с изменением фазового состояния при высокой текучести (hi-flow phase change materials, или PCM), к которым относятся материалы 225F-AC, 225UT, 225U, 625, 300P, 300G, 565U, 565UT и 650P. Листовой продукт Henkel Bergquist Hi-Flow 105 состоит из трех слоев общей толщиной 139 мкм. Центральный слой толщиной 137 мкм является несущим слоем алюминиевого армирующего материала. С каждой стороны носителя армирующего материала находится слой PCM толщиной примерно 2 мкм. На рисунке 1 приведено схематичное изображение Henkel Bergquist Hi-Flow 105.

Рисунок 1. На схеме Henkel Bergquist Hi-Flow 105 изображены слой с армирующим материалом (137 мкм)
и два наружных слоя PCM (~2 мкм каждый).
Примечания к лазерной обработке
Материал Henkel Bergquist Hi-Flow 105 PCM был подвергнут испытанию на совместимость с лазерной обработкой и определение оптимальной конфигурации максимальной мощности и длины волны лазера. Материал Bergquist Hi-Flow 105 PCM поглощает энергию длины волны 9,3 мкм более эффективно, чем энергию других волн, поддерживаемых лазерными системами Universal Laser Systems. Это означает, что для достижения хороших результатов с минимальным тепловым воздействием требуется меньше пиковой мощности. Несущий слой армирующего алюминия поглощает энергию лазера с длиной волны 1,06 мкм более эффективно, чем энергию волн другой длины. Сочетание лазерных волн длиной 9,3 мкм и 1,06 мкм в конфигурации системы MultiWave Hybrid™ в виде единого синхронизированного луча позволяет получать гладкий срез с минимальными последствиями теплового воздействия. Лазер с длиной волны 1,06 мкм эффективно обрабатывает алюминий, а лазер с длиной волны 9,3 мкм рассеивает материал Hi-Flow 105. На рисунке 2 приведено увеличенное микроскопическое изображение обработанного среза Bergquist Hi-Flow 105 PCM. На рисунке 3 приводится трехмерное изображение реакции PCM на воздействие лазерной энергии в виде небольшой «волны» расплавленного материала вдоль верхней поверхности обработанного среза (область красного цвета).
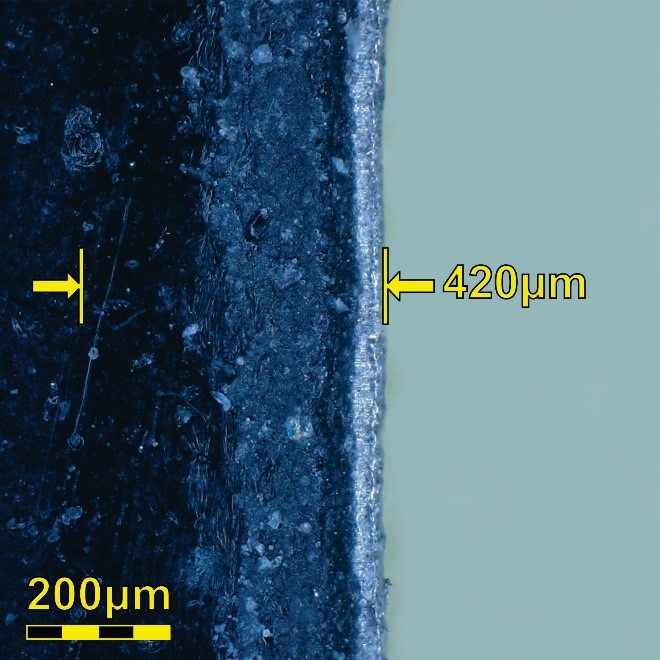
Рисунок 2. Микроскопическое (300x) изображение среза Bergquist Hi-Flow 105 после лазерной резки. Зона теплового воздействия размером 420 мкм.
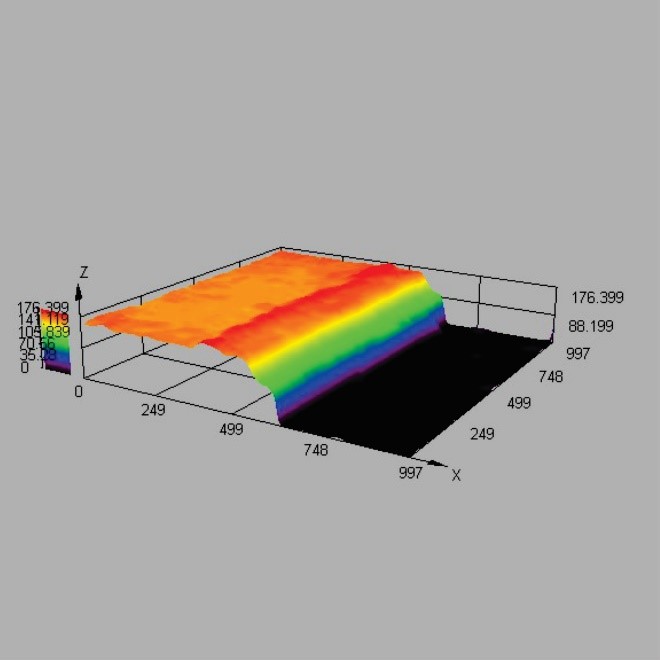
Рисунок 3. Трехмерное микроскопическое (300x) изображение среза Bergquist Hi-Flow 105 после лазерной резки.
Таблица 1. Сравнение конфигураций системы
| Конфигурация системы | Зона теплового воздействия | Характеристики процесса | Требования к последующей обработке |
|---|---|---|---|
| MultiWave Hybrid 1,06 мкм и 9,3 мкм (рекомендуется) | Минимальная зона теплового воздействия — примерно 420 мкм | Эта конфигурация MultiWave Hybrid эффективно раскалывает слой с алюминиевым армирующим веществом лазером с длиной волны 1,06 мкм, а лазер с длиной волны 9,3 мкм одновременно удаляет PCM, что делает процесс чище и быстрее | При обработке материала Bergquist Hi-Flow 105 PCM системами любых конфигураций образуется номинальное количество поверхностной грязи вдоль всей линии обработки, которая удаляется с помощью легкого абразивного материала |
| MultiWave Hybrid 1,06 мкм и 10,6 мкм | Более обширная зона теплового воздействия по сравнению с MultiWave Hybrid 1,06 мкм и 9,3 мкм, примерно 780 мкм | В такой конфигурации получается более обширная зона теплового воздействия и менее равномерный срез по линии обработки по сравнению с конфигурацией MultiWave Hybrid 1,06 мкм и 9,3 мкм. | |
| 1,06 мкм | Более обширная зона теплового воздействия по сравнению с MultiWave Hybrid 1,06 мкм и 9,3 мкм, примерно 520 мкм | В такой конфигурации получается более обширная зона теплового воздействия и менее равномерный срез по линии обработки по сравнению с конфигурацией 9,3 мкм. |
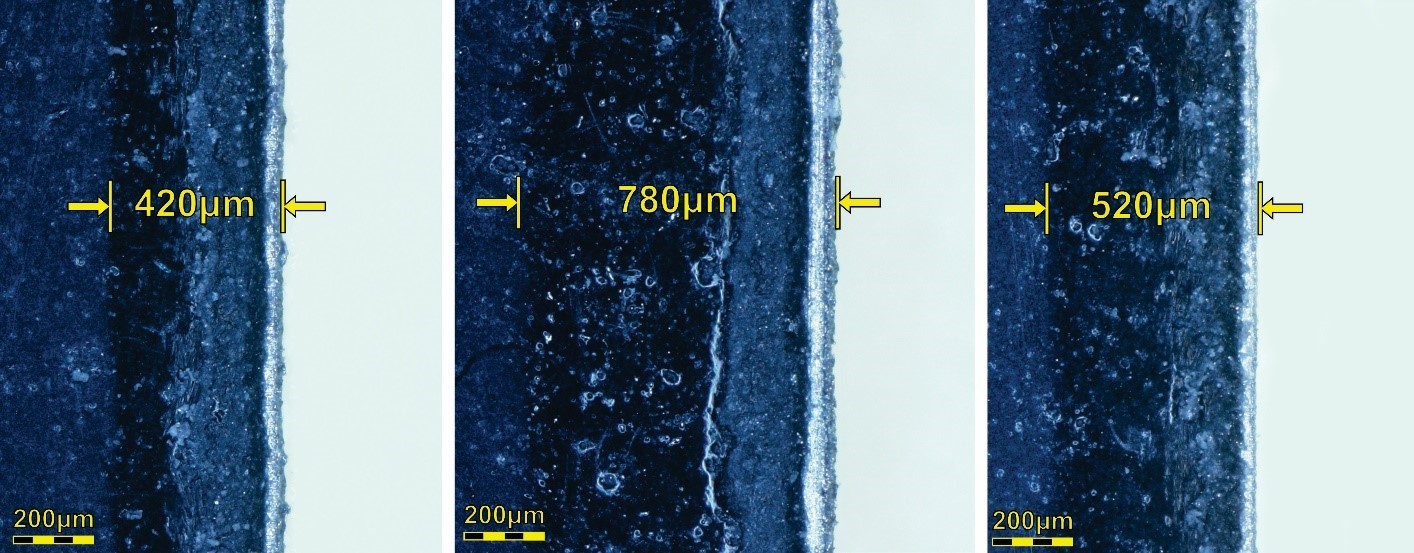
Рисунок 4. Сравнение микроскопических изображений (200x) обработанного среза, полученных при лазерной резке материала Bergquist Hi-Flow 105 PCM с помощью MultiWave Hybrid с лазерами 1,06 мкм и 9,3 мкм (слева), MultiWave Hybrid с лазерами 1,06 и 10,6 мкм (в центре) и с помощью одного лазера 1,06 мкм (справа).
В тех областях применения материала Bergquist Hi-Flow 105, где требуется создание геометрии микроструктур и сложных деталей без нарушения физических свойств материала, можно использовать технологию MultiWave Hybrid компании Universal Laser Systems. На рисунке 5 приведен результат лазерной обработки материала Bergquist Hi-Flow 105 PCM с использованием рекомендованной конфигурации системы.
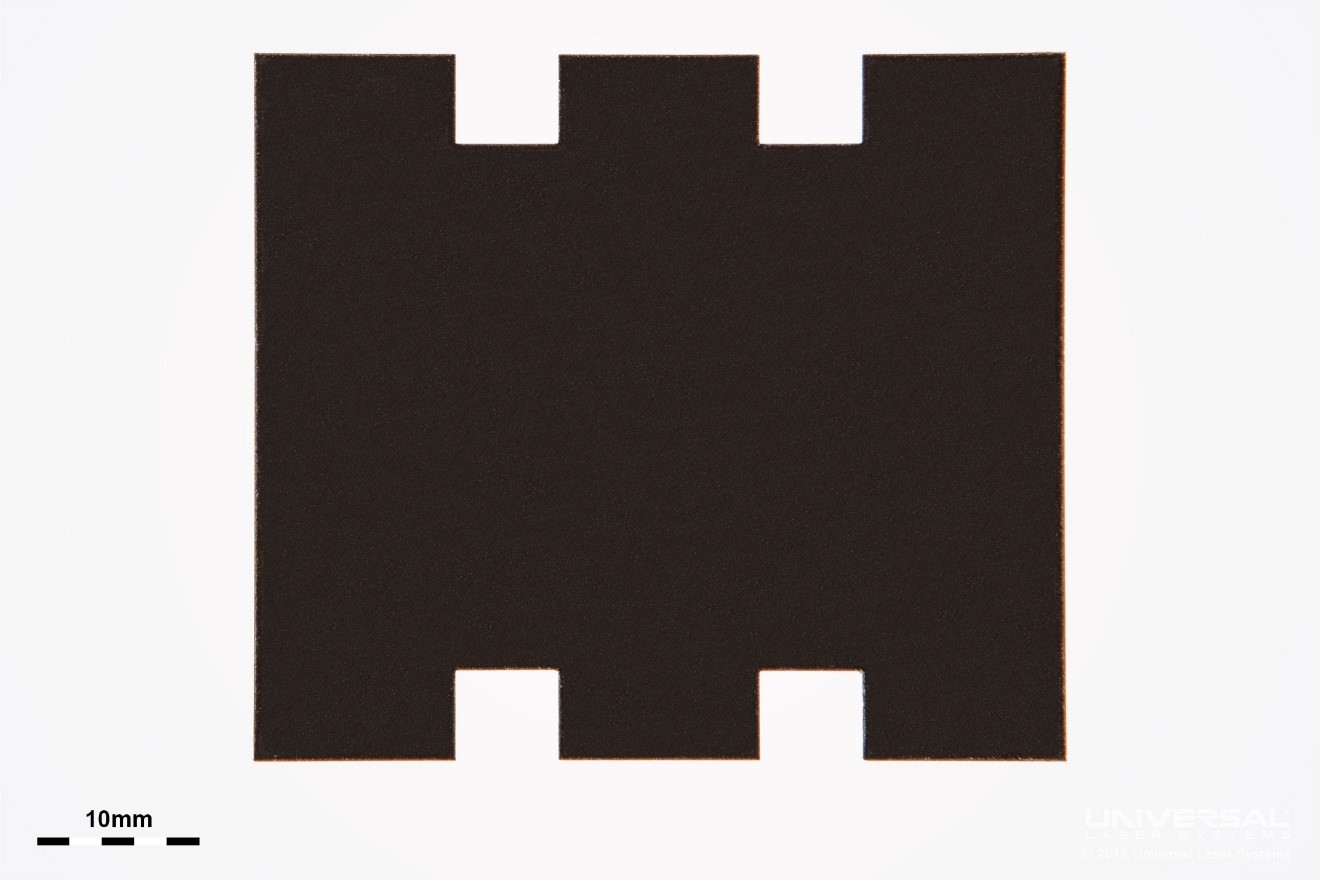
Рисунок 5. Пример геометрии микроструктур, полученной лазерной обработкой материала Bergquist Hi-Flow 105.
Материал Bergquist Hi-Flow 105 пригоден для лазерной обработки. Он был подвергнут расширенным испытаниям на определение оптимальной конфигурации обработки. По итогам испытаний определено, что этот материал пригоден для лазерной обработки, оптимальная конфигурация для обработки этого материала предусматривает наличие CO2-лазерного источника мощностью 75 Вт с длиной волны 9,3 мкм вместе с волоконным лазером мощностью 50 Вт и с длиной волны 1,06 мкм в составе технологии MuliWave Hybrid. Слой материала Hi-Flow 105 PCM эффективно поглощает лазерную энергию с длиной волны 9.3 мкм, а слой армирующего алюминия поглощает лазерную энергию с длиной волны 1,06 мкм, в результате чего получается чистый срез с минимальным размером зоны теплового воздействия и минимальной потерей цвета.
