Лазерная резка электропроводящей клейкой ленты с переносом клея 3M™ 9723
Электропроводящая по трем осям клейкая лента с переносом клея (Electrically Conductive Adhesive Transfer Tape, ECATT) 3M™ 9723 относится к серии аналогичных материалов, которая включает также 9703, 9705, 9706, 9709, 9709S и 9709SL. Материал 9723 ECATT состоит из акрилового клейкого слоя толщиной 60 микрон, заполненного электропроводящими наполнителями, которые проводят электричество через толщину (ось Z) и по плоскости клея (плоскость X-Y). Сам акриловый клейкий слой сверху защищен прозрачной легко снимаемой ПЭТ-пленкой толщиной 50 микрон, а снизу — трудно отделяемой синей ПЭТ-пленкой толщиной 75 микрон. Схема слоев материала 9723 показана на рисунке 1.
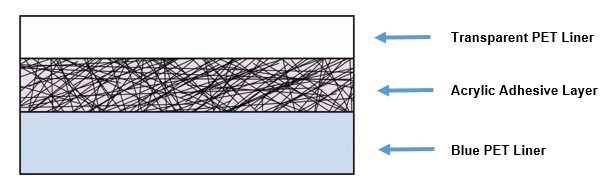
Рисунок 1. ПЭТ-слои, расположенные сверху и снизу акрилового клейкого слоя материала ECATT 9723. ПЭТ-слой толщиной 50 мкм сверху и 75 мкм снизу. Акриловый клейкий слой толщиной 60 мкм.
Примечания к лазерной обработке
Материал 3M 9723 ECATT был протестирован для оценки применимости лазерной обработки и определения наилучшей конфигурации пиковой мощности и длины волны лазера. ПЭТ-слои поглощают энергию при длине волны 9,3 микрона более эффективно, чем при других длинах волн. Это означает, что для достижения хороших результатов при минимальном воздействии тепла требуется меньшая пиковая мощность. Акриловый клейкий слой также эффективно поглощает 9,3-микронную длину волны — с чистыми краями и без термических эффектов. Металлические наполнители в клеевом слое поглощают энергию с длиной волны 1,06 микрона более эффективно, чем с другими длинами волн. Сочетание длин волн 9,3 и 1,06 микрона в конфигурации MultiWave Hybrid™, которая объединяет две длины волны в один одновременный луч, создает качественно обработанную кромку с минимальным тепловым воздействием. ПЭТ-слои поглощают большую часть энергии лазера с длиной волны 9,3 микрон, оставляя слой акрилового клея относительно незатронутым термическими эффектами и обесцвечиванием, тогда как длина волны 1,06 микрона не воспринимается ПЭТ и клейким акриловым слоями, взаимодействуя, таким образом, только с металлическими наполнителями. На рисунках 2 и 3 показаны сделанные под микроскопом при 300-кратном увеличении изображения обработанной кромки 9723 после окончательной обработки с защитными слоями и с удаленными защитными слоями соответственно. Эти изображения показывают, что удаляемые ПЭТ-слои принимают на себя большую часть теплового воздействия и обесцвечивания, оставляя акриловый клейкий слой относительно свободным от нежелательных термических эффектов и обесцвечивания.
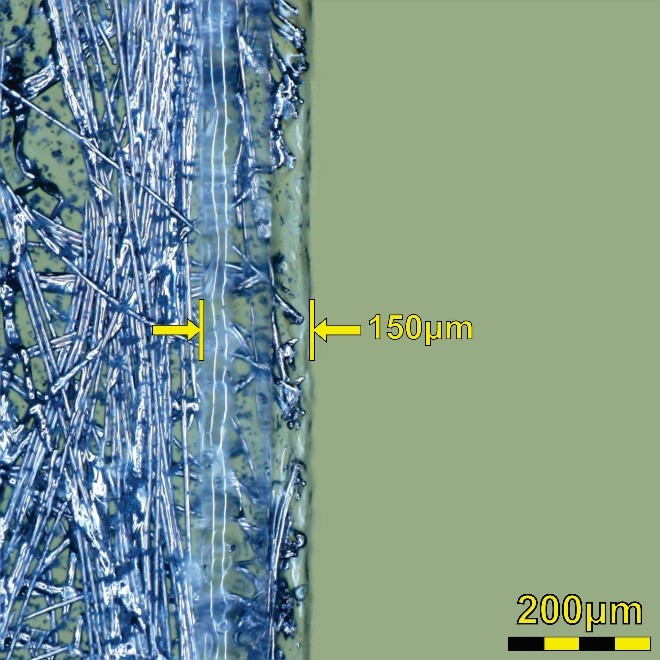
Рисунок 2. Сделанное под микроскопом (300-кратное увеличение) изображение обработанной лазером кромки материала 3M ECATT 9723 с ПЭТ-слоями. Зона теплового воздействия составляет 150 микрон.
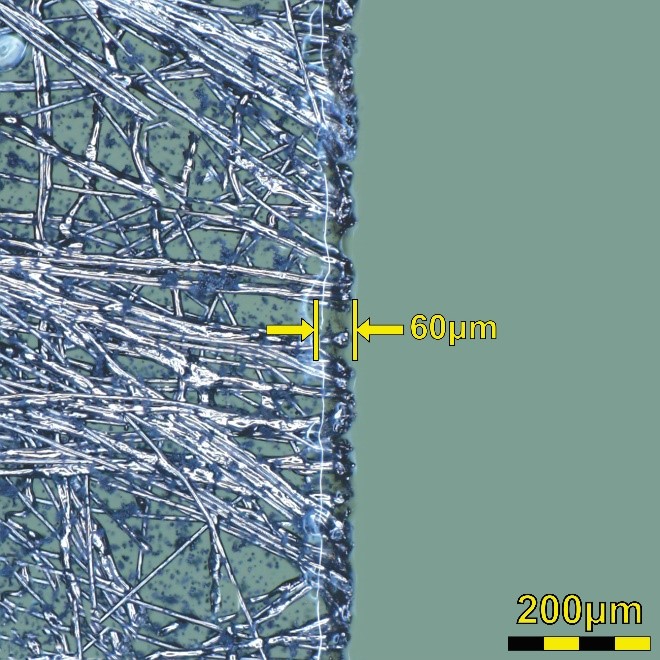
Рисунок 3. Сделанное под микроскопом (300-кратное увеличение) изображение обработанной лазером кромки материала 3M ECATT 9723 с удаленными ПЭТ-слоями. Зона теплового воздействия составляет 60 микрон.
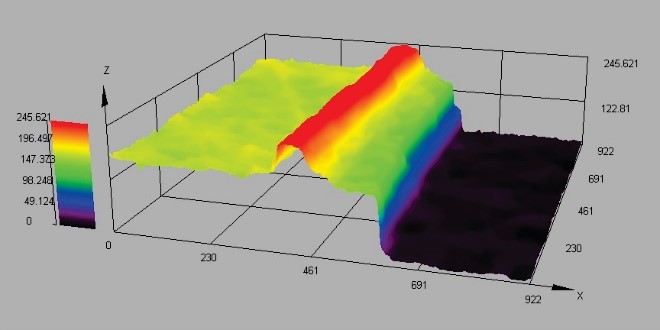
Рисунок 4. 3D-визуализация сделанного под микроскопом (300-кратное увеличение) изображения обработанной лазером кромки материала ECATT 9723 с ПЭТ-слоями.
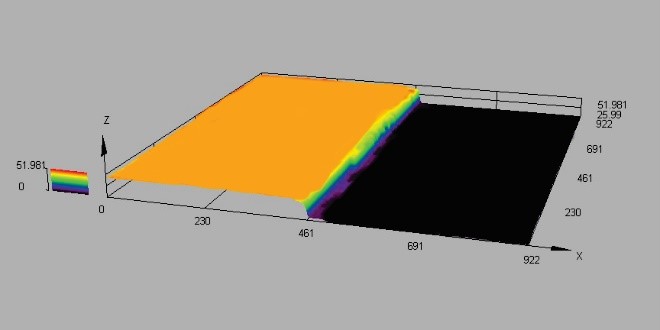
Рисунок 5. 3D-визуализация сделанного под микроскопом (300-кратное увеличение) изображения обработанной лазером кромки материала ECATT 9723 с удаленными ПЭТ-слоями.
Таблица 1. Сравнение конфигураций системы
| Конфигурация системы | Зона теплового воздействия | Характеристики процесса | Требования к последующей обработке |
|---|---|---|---|
| MultiWave Hybrid™ (рекомендуется) | Минимальная зона теплового воздействия — приблизительно 150 мкм | Лазерная энергия с длиной волны 1,06 микрона в конфигурации MultiWave Hybrid демонстрирует свое преимущество — металлические волокна в материале более эффективно расщепляются вдоль обрабатываемого края, образуя более чистый, качественный край. | Обработка материала 3M 9723 в конфигурации MultiWave Hybrid, 9,3 микрона или 10,6 микрона не требовала дополнительной последующей обработки. |
| 9,3 мкм | Зона теплового воздействия эквивалентна конфигурации MultiWave Hybrid — примерно 150 мкм. | Без добавления лазерной энергии с длиной волны 1,06 мкм металлические волокна больше выступают за пределы обработанного края. | |
| 10,6 мкм | Увеличенная зона теплового воздействия по сравнению с конфигурацией MultiWave Hybrid — примерно 180 мкм. | Результаты конфигурации сходны с конфигурацией 9,3 µмкм; без добавления лазерной энергии с длиной волны 1,06 мкм металлические волокна больше выступают за пределы обработанного края. |
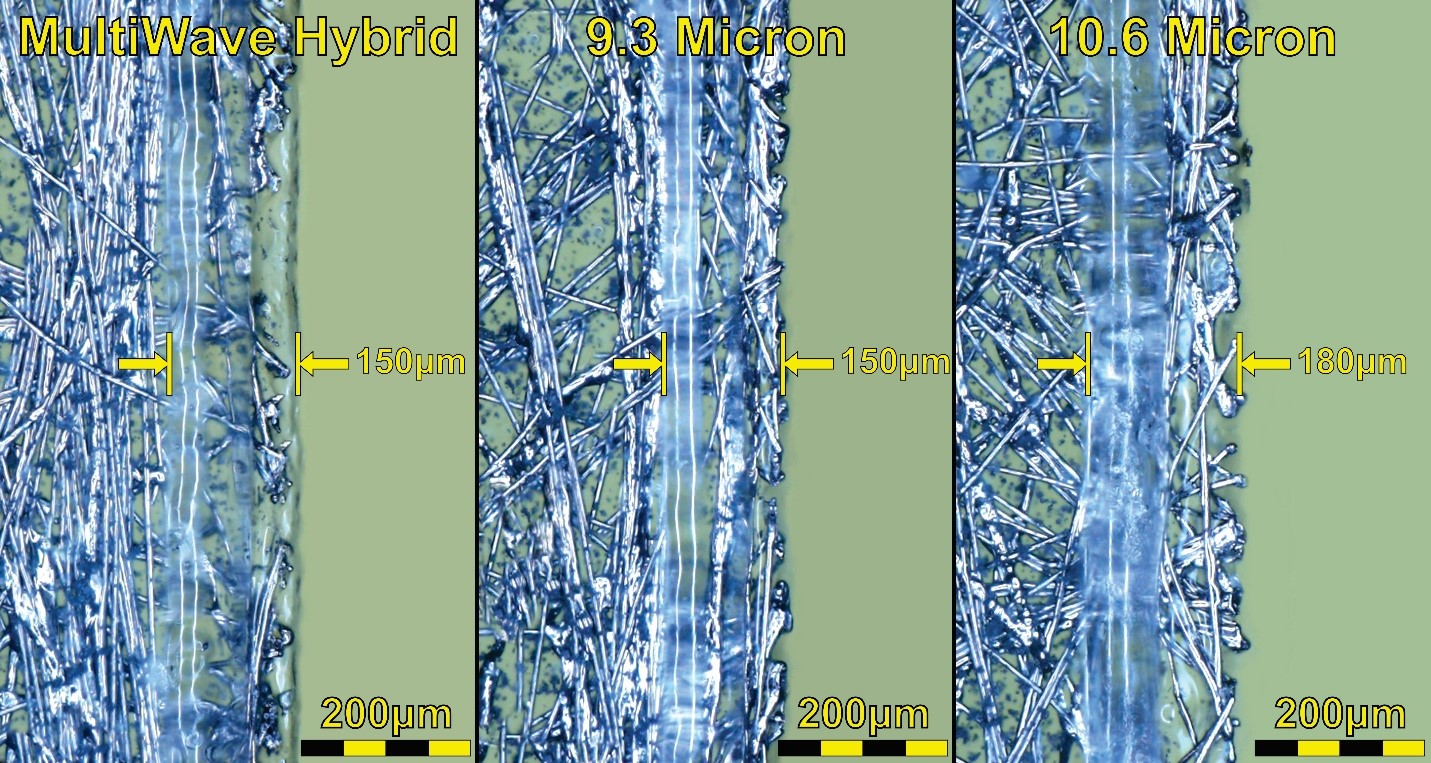
Рисунок 6. Сравнение сделанных под микроскопом (300-кратное увеличение) изображений обработанной кромки с помощью технологии MultiWave Hybrid (слева), при длине волны 9,3 мкм (по центру) и 10,6 мкм (справа). ПЭТ-пленки на всех трех образцах не снимались.
Благодаря технологии Universal Laser Systems могут быть реализованы проекты по обработке клейкой ленты 3M ECATT, в которых требуется получать сложные геометрические формы и мелкие элементы без ухудшения физических свойств материала. Пример, демонстрирующий результаты лазерной резки материала 3M ECATT 9723 с использованием рекомендуемой конфигурации системы, показан на рисунке 7.
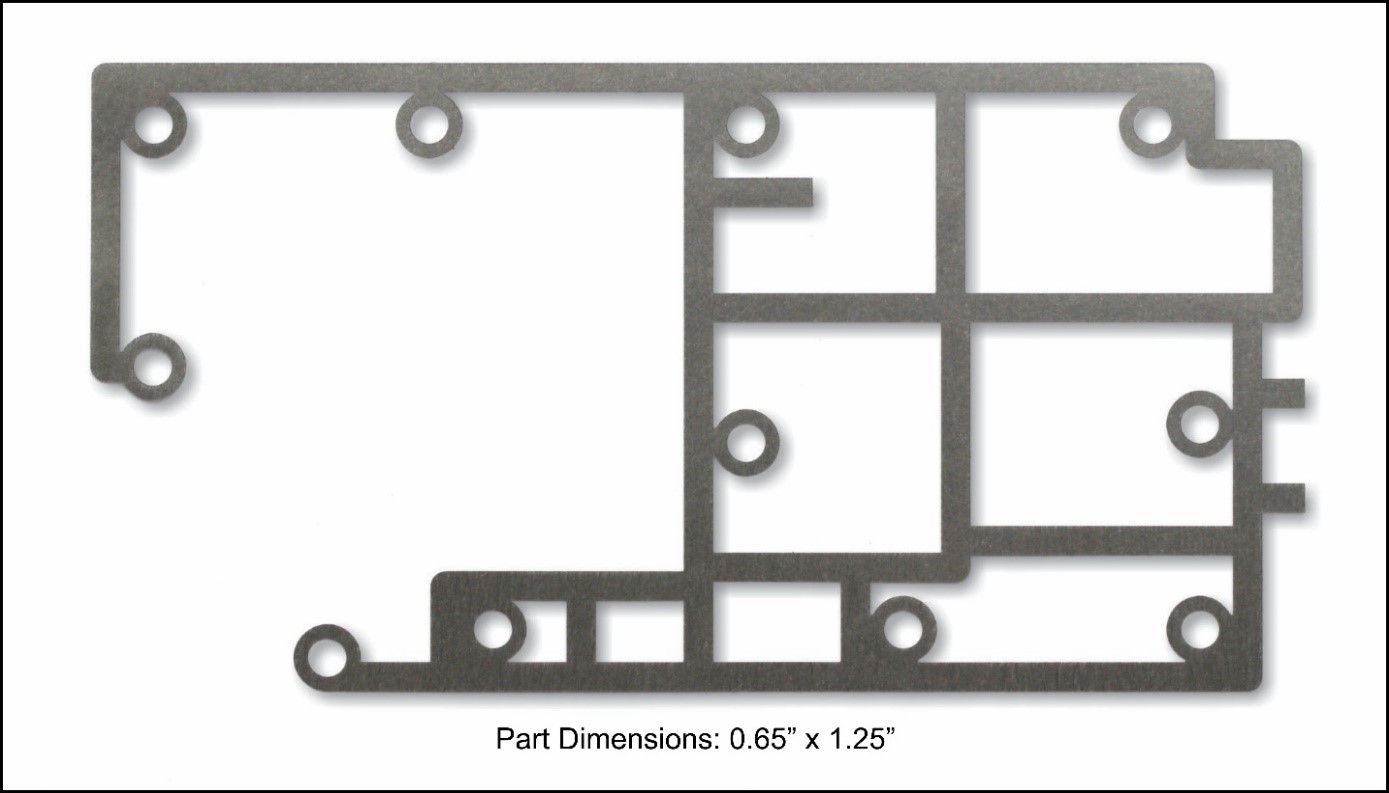
Рисунок 7. Пример лазерной резки материала 3M ECATT 9723.
Материал 3M 9723 ECATT подходит для лазерной обработки и был тщательно протестирован для определения наиболее эффективной конфигурации системы. В ходе тестирования установлено, что лазерная резка является практически выполнимой, а лучшая конфигурация для обработки этого материала — мощность CO2-лазерного источника 30 Вт при длине волны 9,3 микрона с добавлением 50-ваттного лазерного источника с длиной волны 1,06 мкм по технологии MultiWave Hybrid. Удаляемые ПЭТ-слои эффективно поглощают лазерную энергию длиной волны 9,3 микрона, а металлические наполнители клейкого слоя эффективно поглощают лазерную энергию длиной волны 1,06 микрона. При этом образуется гладкая чистая кромка обработки с минимальной зоной теплового воздействия и обесцвечивания.
