Lavorazione del Viton® utilizzando la tecnologia DLMP® (Digital Laser Material Processing - lavorazione dei materiali mediante laser digitale)
Il Viton® è una classe di fluoroelastomeri termoindurenti sviluppata da DuPont Performance Elastomers. Le resine Viton sono costituite da due o più fluoropolimeri. In tutto ci sono quattro famiglie base di Viton:
Viton A Copolimero di esafluoropropilene (HFP) e fluoruro di vinilidene (VDF o VF2)
Viton B Terpolimero di HFP, VF2 e tetrafluoroetilene (TFE)
Viton F Terpolimero di HFP, VF2 e TFE
Gradi speciali, che includono GLT, ETP e GFLT In genere includono delle combinazioni di etilene, TFE e perfluorometil-vinil etere (PMVE) per una maggiore resistenza chimica
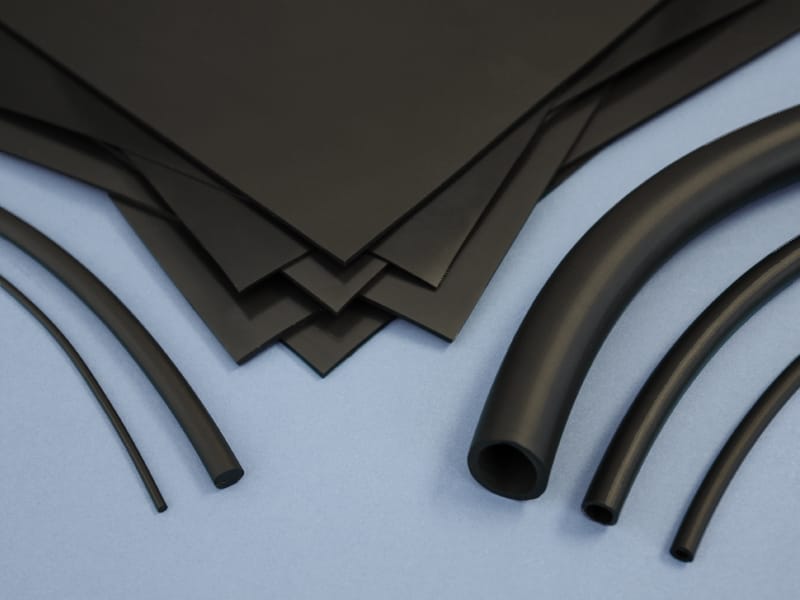
Il Viton è noto soprattutto per la sua resistenza a temperature elevate, sostanze chimiche, ossidazione atmosferica ed esposizione solare. Grazie a queste proprietà il Viton è adatto per usi impegnativi in applicazioni aerospaziali, automobilistiche, chimiche e idrauliche. Il Viton è disponibile in fogli, tubi o cavi ed è di colore nero.
Nomi correlati FKM, Viton®, Tecnoflon®, fluoroelastomero
Nomi chimici N/D: La chimica dipende dal grado di FKM
Produttori Vari
Viton e tecnologia DLMP®
Le proprietà del materiale del Viton, in primo luogo la resistenza al calore e all'ossidazione, lo rendono altamente compatibile con la tecnologia Digital Laser Material Processing (DLMP®) (Lavorazione dei materiali mediante laser digitale). Nelle sezioni a seguire si descrive l'influenza di tali proprietà sui risultati della tecnologia Digital Laser Material Processing (DLMP) (Lavorazione digitale di materiali mediante laser).
Gli effetti dell'interazione dell'energia laser con il Viton sono l'ablazione e la modifica del materiale. Il diagramma in basso mostra gli effetti e i processi possibili sulla base delle interazioni uniche fra energia laser e Viton. Nel caso del Viton è possibile applicare i processi di taglio laser, incisione laser e marcatura laser. L'energia laser può ablare il materiale da tagliare, incidere o marcare o può cambiare le proprietà superficiali per creare una marcatura visibile. Ciascuno di tali processi viene descritto nella rispettiva sezione a seguire.
L'ablazione del materiale è un processo fisico che asporta il materiale. Il materiale viene asportato completamente dalla parte superiore a quella inferiore della superficie o parzialmente dalla parte superiore del materiale fino a una profondità specificata.
Il Viton è un eccellente assorbitore di energia laser a CO2 (lunghezza d'onda=10,6 μm). Quando il Viton assorbe l'energia laser, converte rapidamente l'energia ottica in vibrazioni molecolari (calore). Con un calore sufficiente, il Viton subisce la degradazione termica, in cui i legami molecolari vengono spezzati in vari punti della sua struttura molecolare. Il materiale che si trova direttamente sul percorso del laser viene ablato creando vapore e una polvere nera sottile. I laser a CO2 sono impiegati esclusivamente per l'ablazione laser del Viton.
Taglio laser
Il taglio laser è l'asportazione e separazione complete del materiale dalla superficie superiore a quella inferiore lungo un percorso designato.
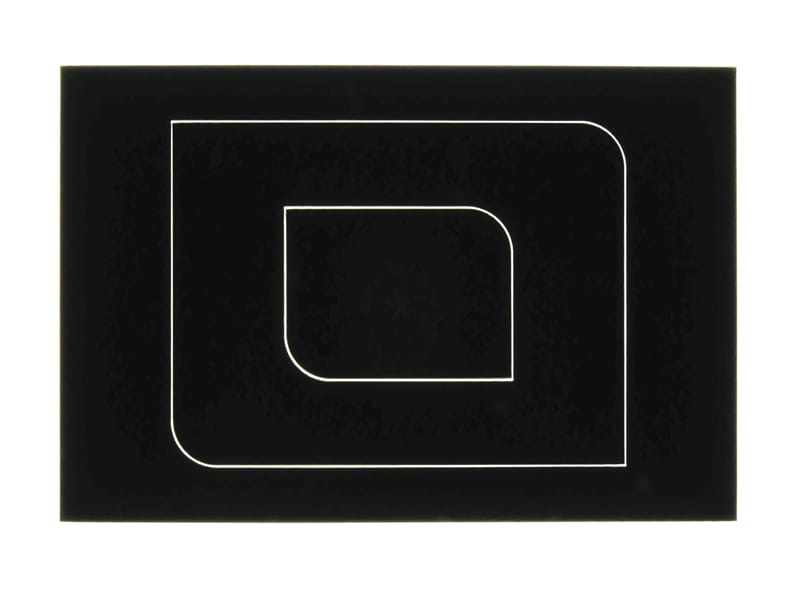
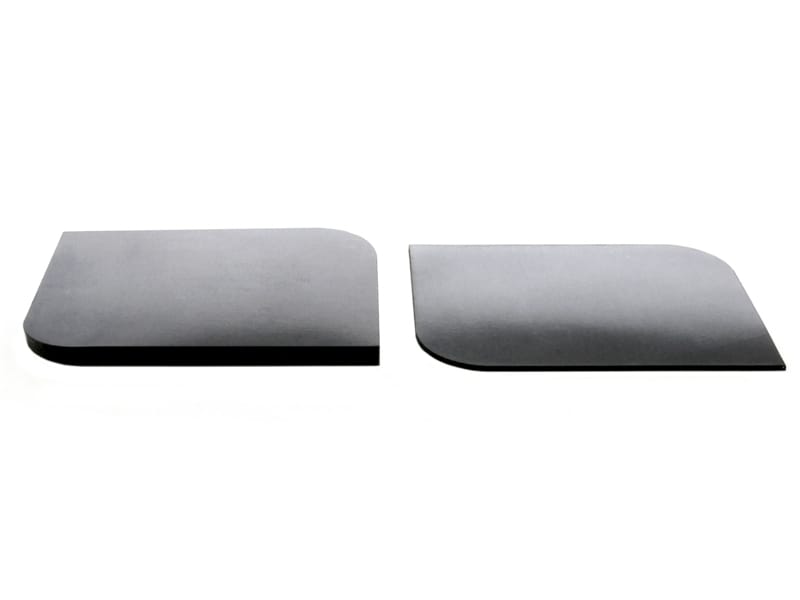
Grazie alla sua eccellente resistenza termica, il Viton può essere tagliato con un alto livello di precisione. I bordi risultanti dal taglio laser del Viton sono lisci e senza lo scolorimento a volte associato ai processi termici. Il taglio laser del Viton produrrà una polvere nera sottile che può essere pulita facilmente con una soluzione detergente acquosa. La capacità di base illustrata nell'esempio può essere estesa praticamente a qualsiasi forma, perfino complessa e a tagli molto ravvicinati.
Forma con spessore da 0,125" incisa a laser dal Viton
Incisione laser
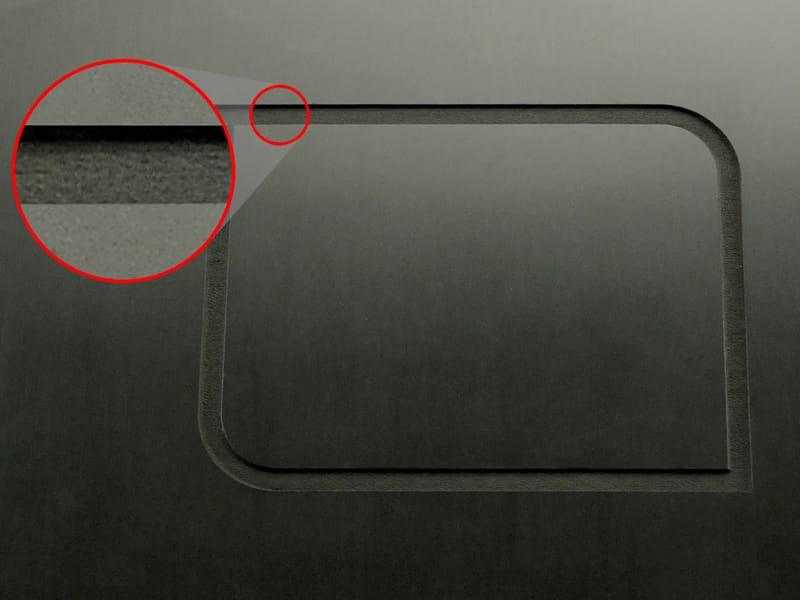
L'incisione laser è il processo mediante il quale il materiale viene asportato dalla parte superiore a quella inferiore fino a una profondità specificata. Tale operazione viene resa possibile dallo stretto controllo sulla modulazione del laser. Variando continuamente la potenza laser, l'incisione laser può essere utilizzata per texture, fotografie e informazioni, come testi e numeri. L'esempio mostra come sia possibile controllare l'energia laser per asportare materiale a una profondità controllata. Il Viton può essere inciso senza scolorimento o fusione. Così come con il taglio, l'incisione laser del Viton produrrà una polvere nera sottile che può essere pulita con una soluzione detergente acquosa.
Canale da 0,04" inciso a laser nel Viton
Marcatura laser (profondità)
Quando l'energia laser viene usata per produrre un'identificazione o delle informazioni leggibili da persone e/o macchine in un materiale, quale un codice a barre, data/codice lotto, numero di serie o numero parte, il processo viene considerato marcatura laser o marcatura della profondità laser, sebbene sia fondamentalmente incisione nel materiale.
Numero di serie marcato in profondità nel Viton
Modifica del materiale
Come già visto, i laser a CO2 da 10,6 μm sono molto utili per la rimozione di materiale ai fini del taglio e dell'incisione. Tuttavia, i laser a CO2 sono inefficaci per creare contrasto. Per tale operazione, sono più adatti i laser a fibra. Il Viton assorbirà l'energia laser a fibra a 1,06 μm e la convertirà in calore. La potenza applicata alla superficie può essere controllata accuratamente al fine di creare contrasto senza rimozione di materiale. La marcatura risultante sarà marrone chiaro. Questo processo, chiamato a volte sbiancamento o "foaming", non lascia residui o polvere.
Marcatura laser (superficie)
Il Viton può essere marcato superficialmente con un laser a fibra, per riportare informazioni come numeri, testi, codici a barre e persino fotografie. La marcatura è permanente e mostra un buon contrasto, rendendola un'attraente alternativa ai metodi a inchiostro. Benché non produca una marcatura particolarmente brillante, questo processo è sufficiente per creare informazioni leggibili dall'uomo e dalle macchine.
Numero di serie marcato sulla superficie del Viton utilizzando un laser a fibra
Processi combinati
Al Viton possono essere applicati più processi senza dover spostare o rifissare il materiale. L'esempio dimostra come è possibile combinare i processi per tagliare il Viton da fogli, incidere un canale nel materiale e marcare la superficie con un numero di serie. Nei processi combinati l'incisione e la marcatura in genere sono eseguite prima del taglio.
Viton tagliato, inciso e marcato in superficie a laser
Considerazioni su ambiente, salute e sicurezza
Le interazioni tra laser e materiale creano quasi sempre effluente gassoso e/o particolato. A causa della complessità della chimica dei polimeri e delle macromolecole, la lavorazione del Viton con un laser a CO2 produce un'ampia serie di gas contenenti fluoro. In particolare, questo materiale di scarto contiene fluoruro e e fluoruro di idrogeno. Questi gas e particolati devono essere convogliati a un ambiente esterno in base alle normative governative. Oppure, è possibile trattare l'effluente prima con un sistema di filtrazione e poi convogliarlo a un ambiente esterno. Il Viton è resistente alle alte temperature, ma può subire reazioni esotermiche se fornito di energia laser sufficiente. Di conseguenza la lavorazione laser del Viton deve essere sempre supervisionata.