Assistance de gaz/air avec protection des optiques
Le flux des gaz (air, azote, hydrogène, oxygène, etc.) joue un rôle extrêmement important dans le traitement des matières par laser. Ils peuvent être utilisés pour éviter la contamination en surface en éliminant la poussière et les débris, ou pour gérer les interactions chimiques complexes qui se produisent lors du traitement des matières par laser. ULS utilise la technologie Assistance de gaz/air avec protection des optiques pour :
- Améliorer la qualité de traitement des matières par laser
L'assistance de gaz/air peut être très avantageuse dans le traitement de pratiquement toutes les matières. - Réduire les coûts opérationnels
La vitesse de traitement peut être considérablement accrue avec l'aide des gaz de traitement. - Renforcer la sécurité du système laser
L'assistance de gaz/air permet un traitement sans risque des matières combustibles et de celles qui produisent des sous-produits combustibles. - Réduire la maintenance
L'assistance de gaz/air aide à maintenir un environnement de travail propre dans le boîtier, réduisant ainsi la contamination des surfaces optiques et des composants de mouvement.
Fonctionnement de l'assistance de gaz/air et protection des optiques
L'assistance de gaz/air et protection des optiques utilise tout un ensemble de composants pour gérer les sous-produits de traitement des matières par laser, améliorer la qualité et le rendement du traitement, et réduire la maintenance. Vous trouverez ci-dessous quatre classifications de composants utilisés à cette fin.
Assistance d'air/gaz manuel et assistance d'air gérée par ordinateur
L'assistance de gaz/air injecte un flux gazeux sur la matière traitée au point de focalisation du laser sur la matière. Cette opération permet d'éliminer les débris du substrat, d'empêcher ou de favoriser certaines réactions chimiques, et d'extraire la matière en vrac. Les gaz peuvent être fournis soit par un compresseur d'air, soit à partir de réservoirs de gaz externes.
Protection de l'optique
La protection de l'optique fournit un flux constant d'air comprimé pur à plusieurs diffuseurs à l'intérieur du système laser. L'air sort de ces diffuseurs, créant ainsi une barrière de pression positive autour des composants optiques essentiels, tels que les miroirs et lentilles. Ceci empêche la poussière et les débris générés au cours du traitement de contaminer les surfaces optiques, ce qui améliore la durée de vie des optiques, le rendement et la qualité du traitement.
L'assistance d'air gérée par ordinateur remplit la même fonction que l'assistance de gaz/air, mais contrôle également le débit des gaz traversant une servovanne. Ceci permet de modifier le débit d'injection de gaz entre les fichiers de conception ou entre les procédés individuels à l'intérieur du même fichier de conception. En outre, l'utilisateur peut sélectionner un mélange de gaz et leurs ratios sur certains systèmes ULS.
Compresseurs à air ULS
L'air comprimé peut être fourni à partir de tout un ensemble de sources, air ambiant, réservoirs d'air ou compresseurs à air. De nombreux facteurs doivent être pris en compte lors de la sélection d'une source d'air pour le traitement des matières par laser, à savoir la propreté de l'air et la teneur en huile et humidité. ULS offre une solution d'air comprimé qui fournit de l'air conditionné de manière optimale aux composants Protection de l'optique et Assistance d'air. En outre, le compresseur contrôle la découpe, la gravure et le marquage au laser en fournissant de l'air uniquement en cas de besoin, réduisant ainsi l'usure, les coûts d'électricité et le bruit inutiles.
Dispositifs d'assistance d'air/gaz
Les gaz peuvent être diffusés par un des deux dispositifs différents d'assistance de gaz/air, l'assistance d'air coaxiale ou l'assistance de gaz/air latérale. L'assistance d'air coaxiale dirige le flux perpendiculairement à la surface de la matière. Il y a un dispositif différent d'assistance d'air coaxiale pour chaque lentille de mise au point ; celui-ci gère la distance optimale par rapport à la matière tout en évitant l'obstruction de la trajectoire du faisceau. L'assistance de gaz/air latérale dirige l'air dans la matière et est réglable par l'utilisateur au niveau de la position et de l'orientation, pour répondre parfaitement aux besoins d'une matière donnée. Chaque type de flux est avantageux pour tout un ensemble d'applications de traitement des matières.
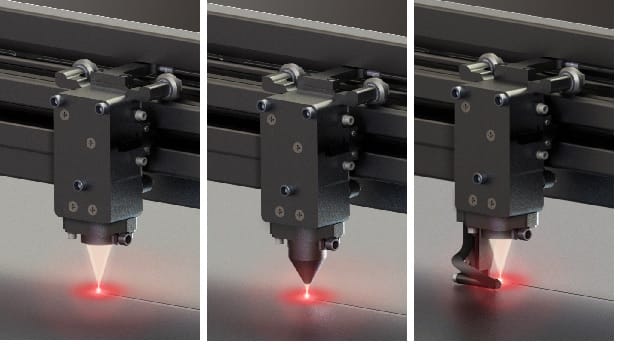
Rendu du chariot sans dispositif d'assistance de gaz/air (gauche), l'assistance d'air coaxiale (centre) et l'assistance de gaz/air latérale (droite)
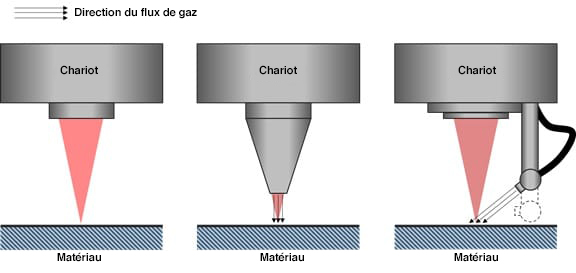
Schéma du chariot sans dispositif d'assistance de gaz/air (gauche), l'assistance d'air coaxiale (centre) et l'assistance de gaz/air latérale (droite)
Traitement amélioré des matières par laser
Le traitement des matières par laser génère des sous-produits tels que la poussière, les débris, les effluents, la fumée et les vapeurs, pour n'en citer que quelques-uns. La nature de ces sous-produits dépend fortement de la matière. Par exemple, le traitement au laser des produits à base de bois et de papier entraîne de la combustion ; générant du CO2 et de la vapeur d'eau ainsi que de la fumée et des cendres. Le marquage sur l'aluminium anodisé ne crée pratiquement aucun sous-produit. Le laser décompose les matrices organiques à l'intérieur de la couche anodisée. Le marquage sur le fer et les composants à base de fer produit des oxydes métalliques qui peuvent être utiles pour les applications de marquage hautement contrastées mais non souhaitables lors de la découpe.
L'assistance de gaz/air et l'assistance d'air gérée par ordinateur injectent des gaz tels que l'azote, l'hélium, l'argon ou l'air au point de traitement pour aider à gérer les sous-produits. La qualité de matériel traité obtenue peut être considérablement améliorée grâce à trois mécanismes différents, extraction mécanique du sous-produit, conduction thermique, et en favorisant ou empêchant les réactions chimiques.
Extraction mécanique du sous-produit
Indépendamment du type de gaz utilisé, le flux énergique injecté dans le point de traitement aide à éliminer l'accumulation du sous-produit sur et autour de la matière. Dans des matières qui fondent lorsqu'elles sont exposées à l'énergie laser, ceci peut aider à éjecter le bain de fusion, produisant ainsi une découpe et un marquage au laser plus propres et uniformes. Les matières qui produisent des gaz peuvent empêcher la diffusion de l'énergie laser ou modifier la composition chimique localisée. En éliminant ces gaz, le traitement peut être amélioré. Certaines matières se solidifient rapidement et peuvent interférer avec le traitement des matières par laser en bloquant la trajectoire du faisceau laser à sa surface. Dans ces cas spécifiques, il est impératif d'extraire la matière pour l'empêcher d'interférer avec le procédé.
Les dispositifs de l'assistance d'air coaxiale et l'assistance de gaz/air latérale permettent de contrôler l'éjection de la matière de la surface. L'assistance d'air coaxiale force l'entrée d'air dans la matière et aide à supprimer les sous-produits de traitement des matières par laser des traitements de découpe, gravure et marquage. L'assistance d'air latérale est un dispositif réglable qui peut diriger l'air sur la surface de la matière en utilisant différents angles d'incidence. Particulièrement utile dans les applications de marquage de trame où chaque ligne doit être exempte de contaminants pour un traitement idéal, les dispositifs Assistance d'air coaxiale et Assistance de gaz/d’air latérale sont faciles à désinstaller et réinstaller sans outil, augmentant ainsi la flexibilité du traitement.
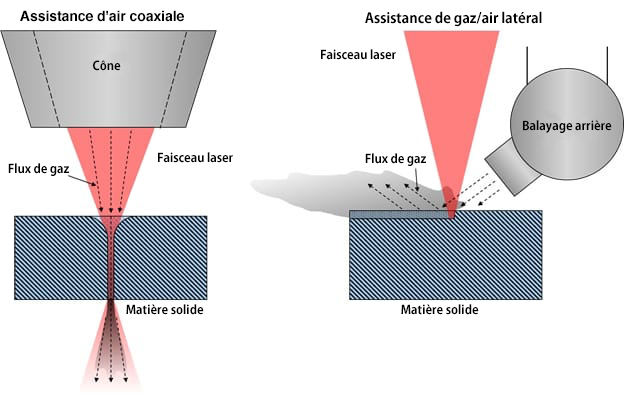
L'assistance d'air coaxiale (gauche) dirige les sous-produits du traitement des matières par laser dans la découpe et améliore la performance de celle-ci en refroidissant la matière et en augmentant l'oxygène disponible dans le cas de l'assistance d'air. L'assistance de gaz/air latérale (droite) détourne les sous-produits du traitement des matières par laser de la matière vers l'évacuation.
Conduction thermique
Outre l'extraction mécanique des sous-produits de la matière, l'assistance de gaz/air permet de dissiper la chaleur générée suite au traitement de matières par laser. Ceci est utile pour les matières sensibles à des températures élevées ou des matières susceptibles de développer une zone affectée par la chaleur.
Contrôle environnemental chimique
Les gaz injectés dans le point de traitement déplacent l'air ambiant, qui contient un mélange d'azote, d'oxygène et des quantités infimes d'autres gaz. Ces gaz peuvent interagir chimiquement avec la matière lors du traitement au laser. La composition chimique de ces réactions dépend fortement de la matière et peut être extrêmement complexe. Une composition inappropriée de gaz peut provoquer tout un ensemble de défauts de traitement tels que la carbonisation, l'oxydation et la décoloration excessives. En outre, elle peut réduire les performances de traitement, voire affecter la sécurité opérationnelle de l'équipement.
Heureusement, le traitement des matières par laser idéal peut quand même être obtenu en remplaçant l'air (N2 et O2) par un mélange de gaz différents, en utilisant l'assistance d'air coaxiale ou l'assistance de gaz/air latérale. Les deux dispositifs permettent un contrôle précis de l'environnement chimique local.
Les matières organiques avec un poids moléculaire faible telles que le polyéthylène, le polypropylène, ainsi que les matières naturelles telles que le papier et le bois ont tendance à produire une flamme au niveau de l'interface laser/matière. Cette flamme est causée par la chaleur intense du traitement au laser interagissant avec la matière et l'oxygène dans l'air. Les résultats de ces flammes ont un impact négatif sur les composants obtenus et peuvent compromettre potentiellement la sécurité opérationnelle. L'assistance de gaz/air permet de déplacer l'air ambiant avec un gaz inerte tel que l'azote, l'argon, l'hélium, réduisant ainsi considérablement la concentration en oxygène, ce qui à son tour neutralise la réaction de la combustion et élimine les flammes potentielles.
Coûts opérationnels réduits
L'amélioration du rendement provenant de l'utilisation des gaz de traitement peut être spectaculaire et dans certains cas, le traitement des matières est impossible sans cela. Il n'est pas rare de doubler voire de tripler le rendement du traitement en utilisant des gaz de traitement. Ceci réduit la durée de cycle et toutes les ressources associées à la production des composants.
Les gaz de traitement, surtout les variétés exotiques, peuvent être particulièrement coûteux. La technologie Assistance d'air gérée par ordinateur par ULS réduit les déchets en dirigeant les gaz localement, vers le point de traitement. Les valves spécifiques contrôlent automatiquement le débit de diffusion du gaz pour mieux réduire les déchets. Ces mêmes valves arrêtent le débit de gaz lorsqu'il n'est pas nécessaire, par exemple lorsque le système laser est inactif ou lorsqu'un procédé spécifique ne nécessite pas son utilisation. Toutes ces fonctions réduisent les coûts opérationnels de l'utilisation de l'assistance d'air/gaz.
Sécurité renforcée du système
Certaines matières peuvent causer des préoccupations de sécurité lorsqu'elles sont utilisées sans assistance de gaz/air. Les gaz peuvent extraire les débris inflammables du point de traitement, éteindre des flammes lorsqu'elles émergent de la matière, et empêcher la combustion auto-entretenue. Tous ces mécanismes diminuent le risque d'inflammation de la matière au cours du traitement, ce qui améliore la sécurité au niveau du système, de l'installation et de l'utilisateur.
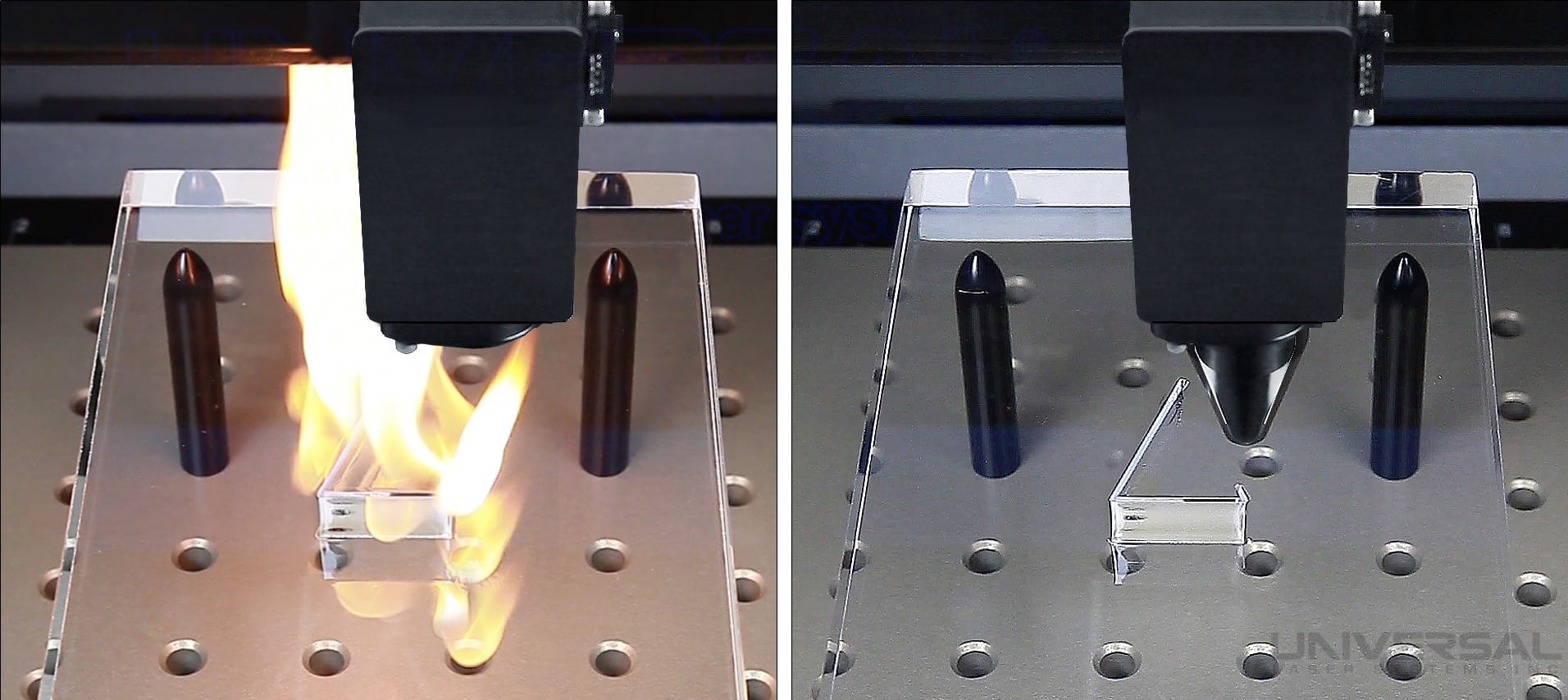
La découpe de l'acrylique sans assistance de gaz (air) provoque l'inflammation des sous-produits acrylates, entraînant ainsi une faible qualité de traitement ainsi qu'un danger extrême pour la sécurité (gauche). La découpe de l'acrylique avec l'assistance de gaz/air crée des bords polis à la flamme tout en éliminant la combustion incontrôlée des sous-produits acrylates, augmentant ainsi la sécurité des procédés (droite).
Réduit la maintenance
La protection de l'optique réduit la contamination des composants optiques essentiels. Les procédés de nettoyage mécanique et chimique usent le revêtement ou peuvent rayer les surfaces des composants optiques spécifiques, augmentant ainsi potentiellement l'absorption de l'énergie laser, ce qui peut causer d'autres dommages. Cet effet boule de neige est facilement réduit par la protection de l'optique, prolongeant ainsi la durée de vie des composants optiques coûteux. En outre, les composants optiques contaminés réduiront la quantité de puissance transmise à la matière et peuvent réduire le rendement du système laser dans certaines applications. La protection de l'optique évite ce problème et permet au système laser de fonctionner à une puissance optimale, même dans les environnements les plus contaminés.
