Laser Processing of 3M™ Nextel™ 440 Structural Fabric BF54
Laser Processing of 3M™ Nextel™ 440 Structural Fabric BF54
Introduction
3M™ Nextel™ Ceramic Fabrics are a product line of woven ceramic fabrics with excellent thermal, mechanical, and electrical properties. Nextel Structural Fabric 440 BF54 is available in various thread counts, thicknesses, and yarn types. A diagram depicting 3M Nextel 440 BF54 fabric is shown in Figure 1.
3M Nextel 440 BF54 has low thermal conductivity and abrasion resistance and is also chemically resistant, non-oxidizing, and non-hygroscopic. Its primary use is as a thermal insulator or heat shield for high temperature environments. The non-contact nature of laser processing enables applications with small features and fine geometry to be processed, which may be difficult to achieve with traditional mechanical methods. 3M Nextel 440 BF54 is only suitable for laser cutting, which produces consistent edges and minimal heat-affected zones. Other laser processes are not suggested as they are not conducive to the intended use of this material. Universal Laser Systems (ULS) makes it possible to consistently and repeatedly process this material to a high degree of dimensional accuracy, with virtually no material deformation during processing.
Laser Processing Notes
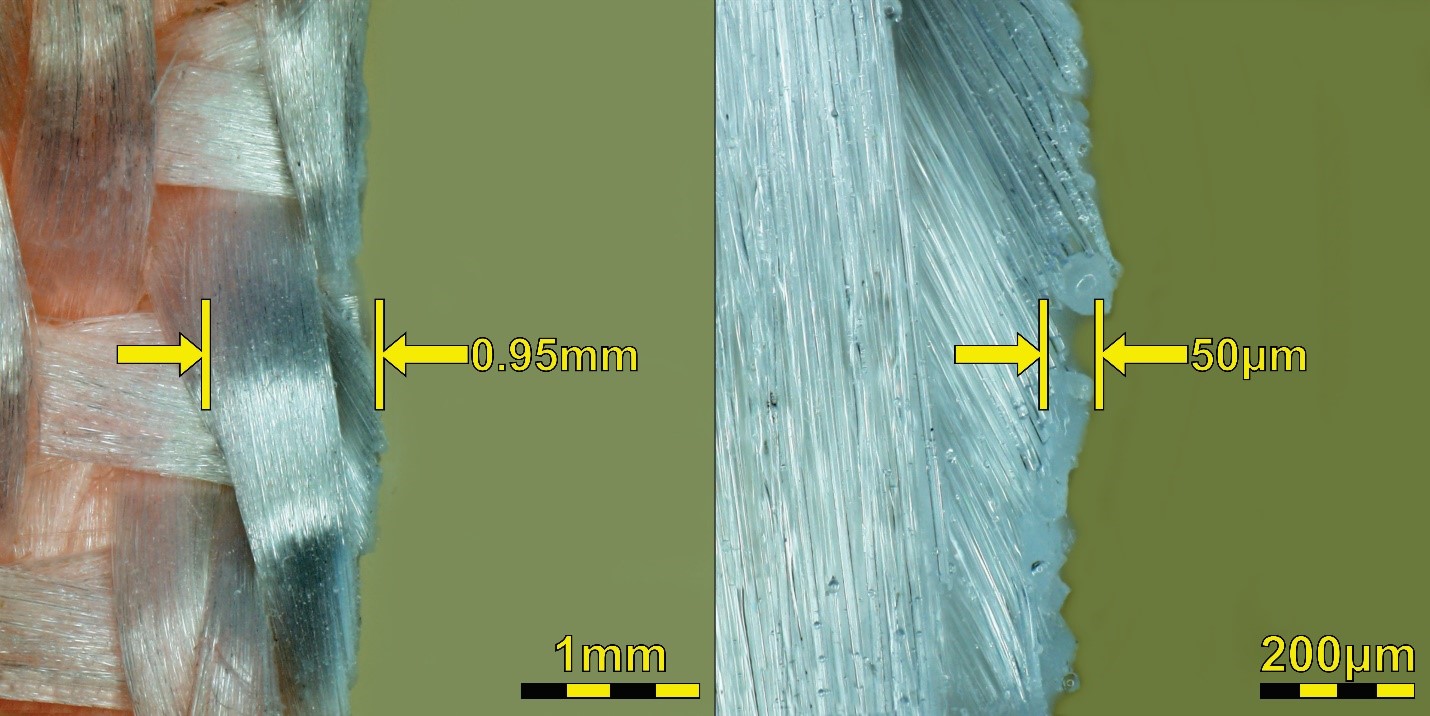
3M Nextel 440 BF54 was tested to assess laser processing compatibility and determine the best configuration of peak laser power and wavelength. The ceramic fibers that make up the material appear to absorb the 1.06µm wavelength efficiently; however the 1.06µm wavelength is not sufficient to completely ablate the material. Incorporating a 9.3µm or 10.6µm wavelength simultaneously with the 1.06µm wavelength during processing solves this issue and produces a fully ablated edge with no fraying and minimal heat effects. Microscopy images taken at 70x and 300x showing the edge of 3M Nextel 440 BF54 after laser cutting are pictured in Figure 2. These images depict the results of laser cutting the ceramic fiber weave using the system configuration of a 50 watt 1.06µm fiber laser and a 75 watt 10.6µm CO2 laser combined into one simultaneous beam using MultiWave Hybrid™ technology. The ceramic fibers have a pinkish-colored polymer coating that aids in the weaving process, which is removed when laser cutting. Removal of the polymer coating does not affect the structural integrity of the material.
Figure 2. Microscopy images of the edge of 3M Nextel 440 BF54 after laser cutting (70x left, 300x right). The 70x image (left) shows the heat-affected zone measurements where the pink-colored polymer coating, applied as an aid for the weaving process, is removed. The 300x image (right) shows the heat-affected zone of the ceramic fiber itself.
Processing Example
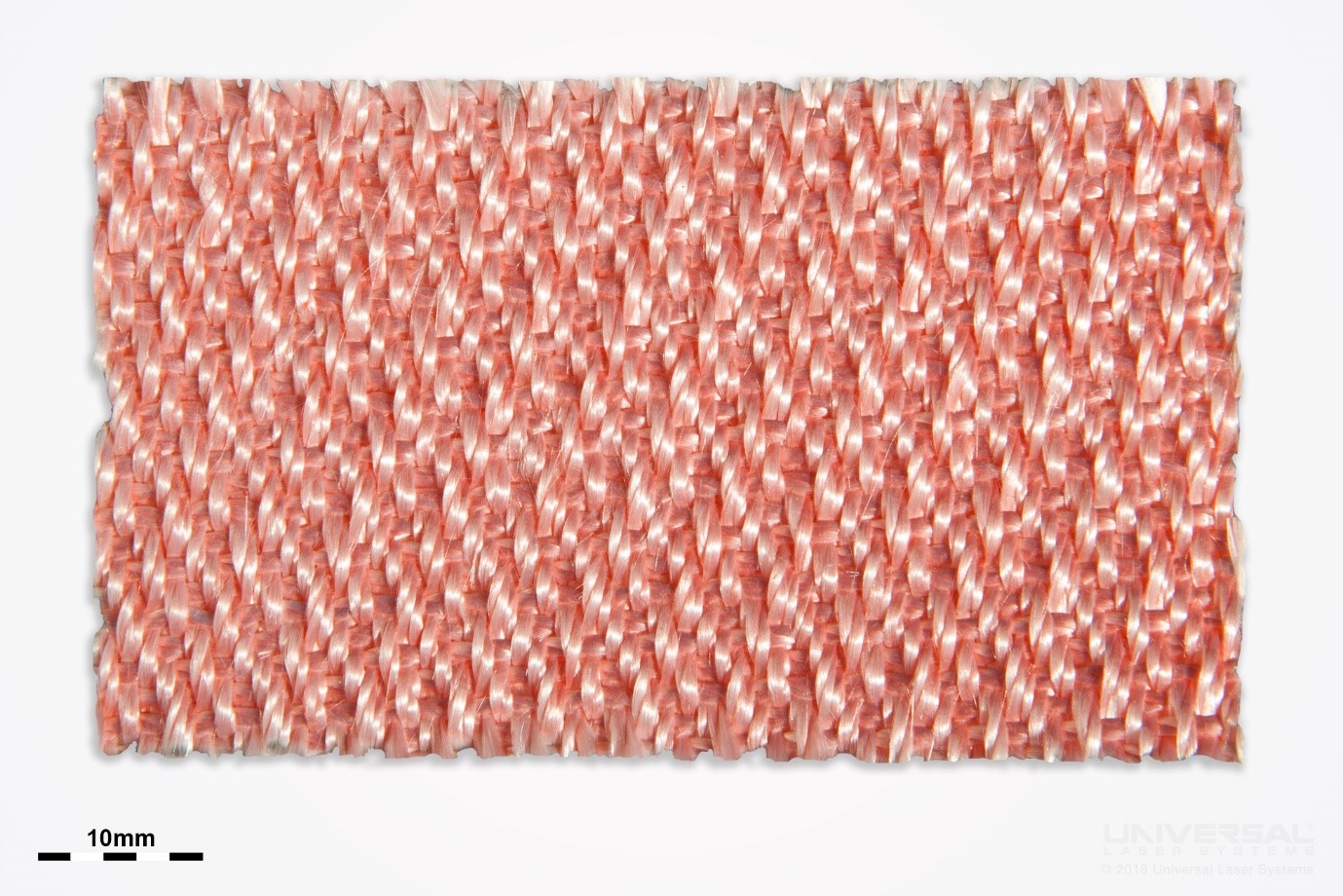
3M Nextel 440 BF54 applications requiring fine geometry and intricate detail without degrading the physical properties of the material can be accomplished using MultiWave Hybrid technology. An example demonstrating the results of laser cutting 3M Nextel 440 BF54 using the recommended system configuration is shown in Figure 3.
Figure 3. Example of the geometry possible with laser cutting 3M Nextel 440 BF54.
Conclusion
3M Nextel 440 BF54 is suitable for laser processing and was extensively tested to determine the optimal processing configuration. Through this testing it was determined that laser cutting of this material is viable and that using a 50 watt 1.06µm fiber laser combined with either a 10.6µm or 9.3µm 75 watt CO2 laser source is the best system configuration. 3M Nextel 440 BF54 efficiently absorbs the 1.06µm wavelength laser energy to cleave the ceramic fibers and the addition of a 10.6 or 9.3µm wavelength laser energy using a simultaneous beam in a MultiWave Hybrid configuration produces a fully ablated processed edge that has minimal heat-affected zone and fraying.