DuPont™ Kapton® HN is a durable high-performance polyimide material used in applications requiring material stability over a wide range of extreme environmental conditions. This material provides a good balance of physical toughness, chemical resistance, and electrical insulation properties over a wide range of temperatures. Kapton HN is available in a variety of thicknesses from 7.5µm thick to 125µm thick. The 125µm thick Kapton HN film was selected for laser compatibility testing. A diagram depicting the Kapton HN material is shown in Figure 1.
Figure 1. Kapton HN diagram showing the consistent nature of the 125µm thick film.
Kapton HN film has the ability to maintain its physical and mechanical properties over a wide range of temperatures, particularly high temperatures, making it a good candidate for laser processing. Laser processing provides a method of cutting and engraving Kapton HN film without the need for tooling and the ability to create small fine geometry that can be challenging to achieve using traditional mechanical methods. Universal Laser Systems makes it simple to consistently and repeatedly process this material to a high degree of dimensional accuracy, as the non-contact nature of laser interaction eliminates material deformation during processing.
Laser Processing Notes
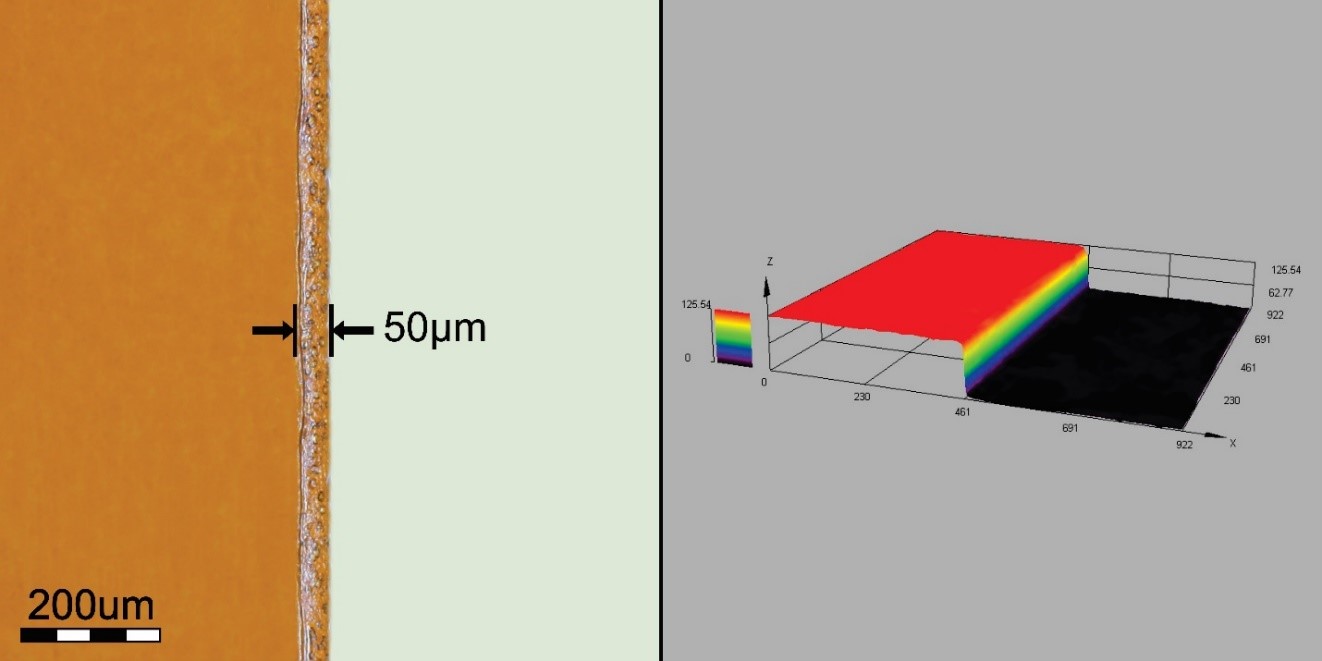
DuPont Kapton HN was tested to assess laser processing compatibility and determine the best configuration of laser peak power and wavelength. The polyimide film Kapton HN appears to absorb both the 9.3µm and 10.6µm laser wavelengths efficiently with a slight difference in laser cutting and engraving results. With the configuration of 75 watts of 9.3µm laser energy, laser processing of DuPont Kapton HN produces a consistent edge and uniform engraving along the processed path. A microscopy image taken at 300x magnification of the laser cut edge post-processing is shown in Figure 2. Figure 2 also depicts a 3D-rendered microscopy image of the sample at 300x magnification illustrating the contour of the edge after laser cutting.
Figure 2. Microscopy image (300x) of the edge of DuPont Kapton HN post-processing (left) and 3D-rendered microscopy image (300x) of the edge of the DuPont Kapton HN (right). The heat-affected zone measures 50µm.
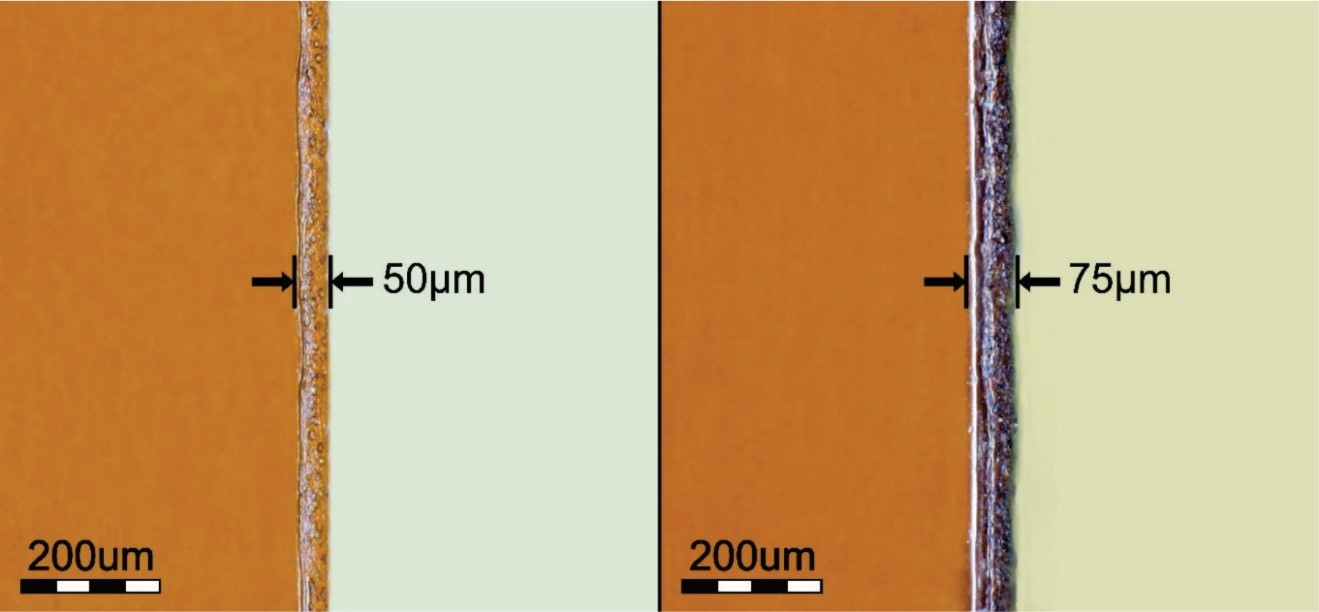
DuPont Kapton HN was tested with both 9.3µm and 10.6µm laser wavelengths. The results of these tests were compared by analyzing the heat effects, quality of the processed edge, and post processing requirements. The comparison of these two laser configurations is listed in tabular form in Table 1 and shown photographically in Figures 3 and 4. The 9.3µm configuration produces a noticeably better edge when cutting this material and is the recommended configuration.
Table 1. System Configuration Comparison
System Configuration
Heat-Affected Zone
Process Characteristics
Post-Processing Requirements
9.3µm (Recommended)
Minimal heat-affected zone of approximately 50µm
This configuration results in a consistent edge and engraving along the processed path with minimal heat effects
Post processing requirements include the removal of slight deposition from the surface using mild abrasion with a solvent such as isopropyl alcohol
10.6µm
Increased heat-affected zone of approximately 75µm
This configuration results in increased heat effects and discoloration along the processed edge
Figure 3. Microscopy images (300x) of the edge resulting from laser cutting with 9.3µm (left) and 10.6µm (right) wavelengths.
Processing Example
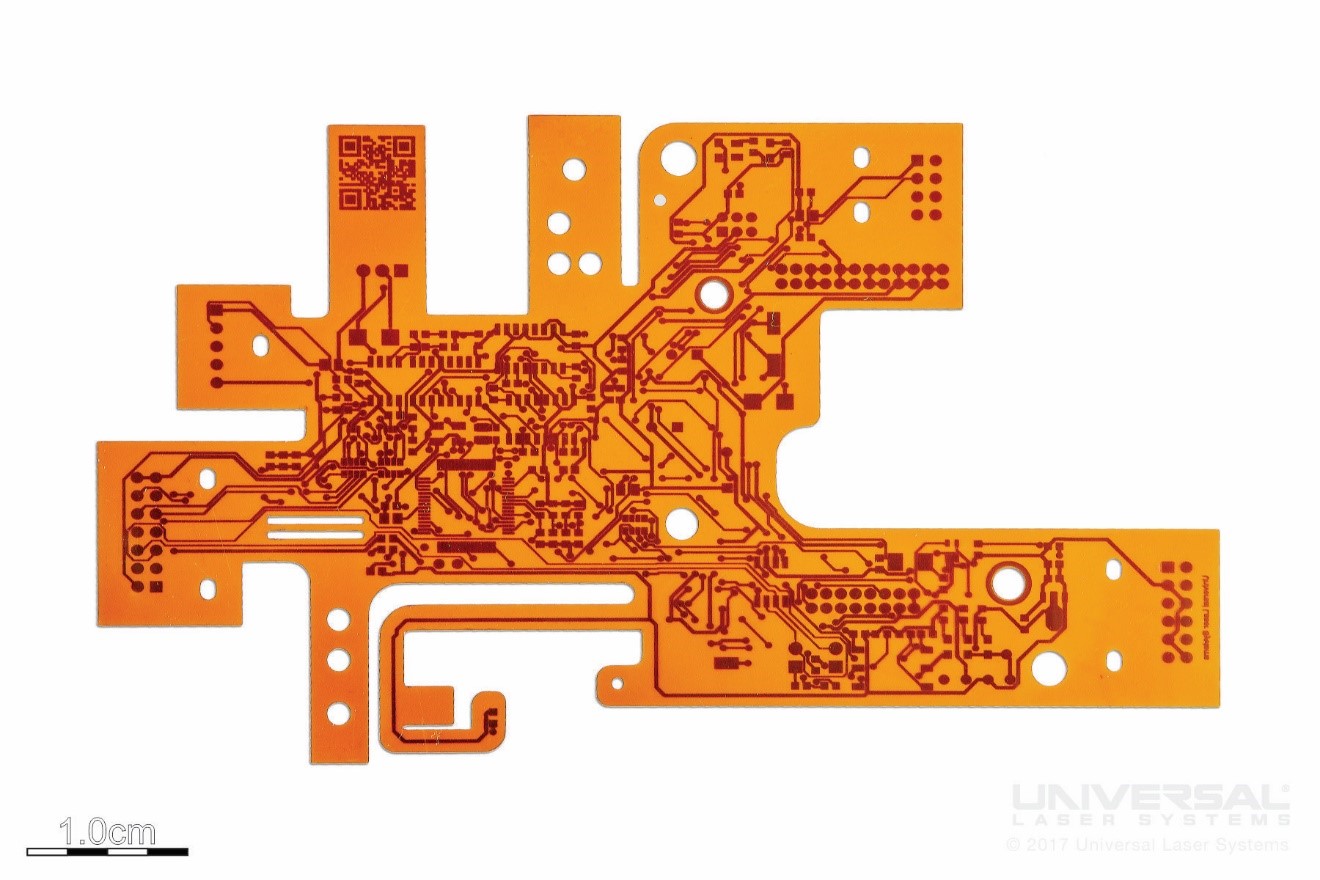
DuPont Kapton HN applications requiring fine geometry and intricate detail without degrading the physical properties of the material can be accomplished with Universal Laser Systems technology. An example demonstrating the results of laser cutting and engraving Kapton HN using the recommended system configuration is shown in Figure 4.
Figure 4. Example of the fine geometry possible with laser processing DuPont Kapton HN.
Conclusion
DuPont Kapton HN is suitable for laser processing and was extensively tested to determine the optimal processing configuration. Through this testing, it was determined that laser cutting is a viable process and a 75 watt 9.3µm CO2 laser source is the ideal configuration for the processing of this material. The Kapton HN absorbs 9.3µm wavelength laser energy efficiently to produce a smooth edge that has a minimal heat-affected zone and discoloration. Additionally, acceptable results can be achieved by processing this material with a 10.6µm laser source.